Page 1 of 2
Hot dip galvanizing and cracks
Posted: Wed Dec 24, 2014 11:23 am
by jwright650
Has anyone her experienced the mysterious cracking issues associated with hot dip galvanizing?
My first experience with this was back in 1999 or 2000 when I was a QC manager at a structural steel fabricator and was responsible for the quality and welding at two fabrication plants. The shop super from the satellite plant calls me up one day and says he needs some help repairing some structural steel that has cracked in the copes after galvanizing.
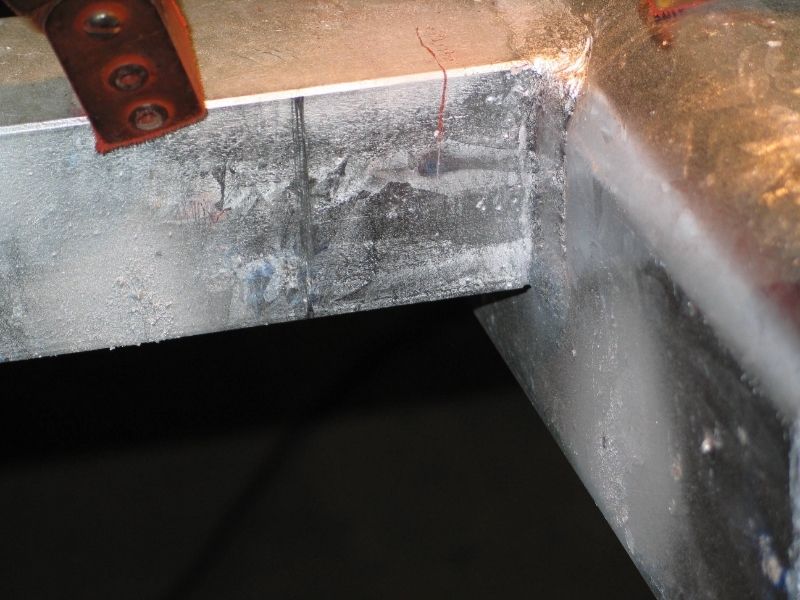
My first thought was that the fitter/welder had not properly radiused the copes and that the crack had initiated from a sharp inside corner or gouge mark. I get in the company truck and make the 3 hour trip thinking about this the entire time. I get there and find a truck load(40,000#'s) of steel with cracks. One in particular was a A992 W24x104 beam that was 30 feet long with copes on both ends, and a crack started in the cope and travelled down the "k" area(radius portion of the beam where the flange and web meet) for about 26 feet of the 30 foot beam. Whoa! So I take a look at the beams (all W24x104's) as they are being taken off the truck, one by one. Each one has cracks of varying lengths radiating out of the coped out areas. To me the workmanship of the cuts looked fine, and had enough radius, and was ground smooth.
Here is a pic of what I'm speaking about(this is not pics of the W24x104's)


Some of the cracks were completely hidden to the naked eye which leads me to believe the cracking took place while in the 850°F zinc bath because the molten zinc had filled the crack and hid it from your eye. Several like this were only found because I used MT(magnetic particle) on them and the red iron powder gathered at the flux leakage showing the cracks. I made it a routine procedure to inspect every piece of galvanized material with MT from that point forward before shipping the material to the job site.
Anyone else had this experience with hot dipped materials?
Re: Hot dip galvanizing and cracks
Posted: Wed Dec 24, 2014 6:36 pm
by Otto Nobedder
Wow, John,
I agree with your assessment of the quality of the fabrication. The radius of the cope is appropriate, and it appears to be properly chamfered.
I would want to take the testing up-stream, and polish and dye-pen those areas (at least a 10% sample) before the hot-dip to prove/disprove internal stresses in the sections that might open with the heat-cycle of the hot-dip.
I have not encountered that, but at the time in my career I was working with such copes I was a first-line employee, doing the grunt work, and was not involved with any testing.
Steev S
Re: Hot dip galvanizing and cracks
Posted: Thu Dec 25, 2014 1:37 am
by Superiorwelding
John,
I spent 6 years with a company that primarily did structural steel and used hot dip galv regularly but I have never seen that before. What was the decision on the failure?
-Jonathan
Re: Hot dip galvanizing and cracks
Posted: Thu Dec 25, 2014 2:06 am
by taz
I have never seen something like that. I know that when hot dip galvanizing the welding consumables used should have a limited amount of silicon since it absorbs the zink and can cause cracking but your cracks are nowhere near a weld.
Re: Hot dip galvanizing and cracks
Posted: Thu Dec 25, 2014 7:34 am
by AndersK
Did you test any pieces were you have removed the zinc coating first to make sure it is the steel that has cracked?
Between the steel and zinc there are a compound layer of iron-zinc that is very brittle and prone to cracking if cold formed.
Could be that the crack is in that layer while the coating is still intact.
I'm thinking this could have been caused by the handling of the parts. If lifting hooks or lines have been put close to the welded flange the crack is in the area where I would expect to find it.
Just my guess without knowing all details
Re: Hot dip galvanizing and cracks
Posted: Sun Dec 28, 2014 3:29 pm
by jwright650
We repaired hundreds of these over the years. I tried to get a report from the galvanizer of his bath analysis but quickly got shot down and was told that was proprietary information. It is my understanding that the zinc coating is 98-99% zinc with a few additives for wetting and spangle. I have also found that when the amount of tin is above .4% that cracking can occur. I think there are other factors also that play into this but time is always against us in finding the true causes. We end up having to repair the cracks and get it sent on to the jobsite. We carbon arc down into the visible crack about halfway through the material, weld it up, then flip it over and do the other side. I recheck with MT and make sure the crack is completely gone.
a pic of the arc gouged crack:

Re: Hot dip galvanizing and cracks
Posted: Sun Dec 28, 2014 3:40 pm
by weldin mike 27
Little side note, your galvanised coating looks different to ours in AUS, our stuff comes out very shiny silver, and can be very thick at times.
Re: Hot dip galvanizing and cracks
Posted: Sun Dec 28, 2014 7:47 pm
by angus
weldin mike 27 wrote:Little side note, your galvanised coating looks different to ours in AUS, our stuff comes out very shiny silver, and can be very thick at times.
I've used three different galvanizers in florida and none of the three look like what's pictured. I have got it back bright silvery and dull gray but the texture was different. I have never had cracks either but I don't do very much volume. my next job is 7500 pounds of W 21-111. wonder what color i'll get. I could definitely be the photos though, light or a flash can completely change surface appearance.
Re: Hot dip galvanizing and cracks
Posted: Sun Dec 28, 2014 7:55 pm
by weldin mike 27
Yep, posh cameras do wonders for photo quality, but can corrupt colour/texture.
Re: Hot dip galvanizing and cracks
Posted: Sun Dec 28, 2014 8:12 pm
by Superiorwelding
Also a note of interest and might explain better why the color is different, most already know that a the galvanizing ages it will dull out. It usually comes out that shiny silver and over time it loosed its shine. But what most don't know it galvanizing is porous and if submerged, the zinc coating can/will strip right off. We did a stack of hand rails for a job in the winter and delivered them to the job site. They didn't get installed for whatever reason and eventually were completely covered from snow plowing. When we dig them out the Galv had stripped off causing us to send them back out for a second dip.
-Jonathan
Re: Hot dip galvanizing and cracks
Posted: Sun Dec 28, 2014 8:30 pm
by angus
we use a lot of galvanized around the waterfront (salt water), submerged, partially submerged (tides) and i have never seen anything like that. it does not do well over time but if you have spent a lot of time doing repair and maintenance around sea water you know that not much does.
very strange.
Re: Hot dip galvanizing and cracks
Posted: Sun Dec 28, 2014 8:37 pm
by Superiorwelding
Oops, forgot to mention, I believe it was because it was not cured yet, I would guess like paint. We also had a few submerged use items made that the customer requested to have galvanized and we got them back later because of the lamination problem. Had to sand blast and paint them with high dollar paint. I will have to look further as to the specific why's.
I guess it could also have been a bad batch but I would rule that out as they were seperate jobs.
Also, we used to make columns that went into bio fuel tanks that were galvanized pipe. They switched to all SS because of the Galv stripping off in the poop (human).
-Jonathan
Re: Hot dip galvanizing and cracks
Posted: Mon Dec 29, 2014 12:37 am
by 79jasper
Could also have been whatever was used on the roads. Some of that stuff is pretty harsh.
Sent from my SM-T537R4 using Tapatalk
Re: Hot dip galvanizing and cracks
Posted: Mon Dec 29, 2014 9:36 am
by jwright650
Something else that effects the look of the finish of the galvanizing is whether or not the piece is quenched or not....we usually don't get it quenched so that it can be top coated with paint if the end user needs to paint it for some reason.
Here is another pic of some cracking away from the welded joint. 3x3x3/8 angle welded to a square tube to make a frame
Re: Hot dip galvanizing and cracks
Posted: Mon Dec 29, 2014 9:37 am
by jwright650
another

Re: Hot dip galvanizing and cracks
Posted: Mon Dec 29, 2014 9:41 am
by jwright650
Re: Hot dip galvanizing and cracks
Posted: Mon Dec 29, 2014 10:04 am
by jwright650
Here is a piece of TS6x6x5/8 that was sawed (no torch cuts)....no MT needed to see this one.

Re: Hot dip galvanizing and cracks
Posted: Mon Dec 29, 2014 6:07 pm
by weldin mike 27
You mind if I share some of these pics on my facebook group with 20k members, to get a industry view here in AUS?
Re: Hot dip galvanizing and cracks
Posted: Mon Dec 29, 2014 6:33 pm
by Superiorwelding
weldin mike 27 wrote:You mind if I share some of these pics on my facebook group with 20k members, to get a industry view here in AUS?
We should put them on the Facebook group as well, with permission of course. I would like to see if others have ran into this
-Jonathan
Re: Hot dip galvanizing and cracks
Posted: Mon Dec 29, 2014 8:13 pm
by Otto Nobedder
jwright650,
I'm fascinated by this. If you've followed any of my posts, you'll know I make much of my living on unusual cracking of material that one would think immune.
Please keep us updated.
Steve S
Re: Hot dip galvanizing and cracks
Posted: Mon Dec 29, 2014 8:33 pm
by taz
Me too.
Although I am familiar with hot dip galvanizing cracking it always involves welding or some other form of residual stress.
Most of the areas where these cracks occur do not seem to fit either case and have me puzzled.
Here is a very interesting write up on hot dip galvanizing induced cracking.
https://www.google.gr/url?sa=t&rct=j&q= ... lBMwW-jtwQ
Re: Hot dip galvanizing and cracks
Posted: Mon Dec 29, 2014 8:44 pm
by taz
On second thought, it could be the method you used to make the coping (gas cutting etc) has hardened the area and introduced residual stresses. Just a wild guess.
Re: Hot dip galvanizing and cracks
Posted: Mon Dec 29, 2014 10:02 pm
by weldin mike 27
Do you ever use spray on particles, in a volatile suspension, like black iron powder or just the sprinkle on stuff?
Re: Hot dip galvanizing and cracks
Posted: Tue Dec 30, 2014 8:19 am
by jwright650
taz wrote:On second thought, it could be the method you used to make the coping (gas cutting etc) has hardened the area and introduced residual stresses. Just a wild guess.
That was a thought, we even tried drilling the copes in to eliminate the surface hardening and microfissures that can occur with oxy/fuel cutting...still happens. After a call to the AISC, they recommended that we run a bean on plate type of pass around the copes on both sides of the web before sending them to the galvanizer....it still cracked, a radial crack ran right through the bead and the web as if it wasn't there like in the pics that I posted earlier. I've read lots of articles regarding this issue published by the AISC and the AGA...it remains a mystery to them too as to why it comes and goes and no one issue is common that seems to point the main cause. Testing shows that it seems random, but I'm pretty convinced that it is something to do with the galvanizing process itself. We never had any issues until we used a new galvanizer(new to us) and then we had truck loads of issues that came and went. This was the first time that I had seen this happen.
Re: Hot dip galvanizing and cracks
Posted: Tue Dec 30, 2014 8:27 am
by jwright650
weldin mike 27 wrote:Do you ever use spray on particles, in a volatile suspension, like black iron powder or just the sprinkle on stuff?
Are you referring to the MT powder that is used to find the cracks? I use a puffer to gently blow the particles over the area and then then the flux leakage generated at the crack from the induced magnetism(MT Yoke) attracts the powder to the crack. The MT yoke creates a magnetism within the part, and the crack sets up new North and South poles due to the interruption. I use AC to excite the particles on the surface(on/off) and they dance around and move to the flux leakage better than if DC is used.
The spray on particles like you are talking about are for smaller parts that can fit into a bath type solution where you can have the particles flowing over the surface and recirculated, then you use a black light to see where the flux leakages are(cracks). These beams are too big for something like that.




