Hi everyoyne,
I am new here, so please bear with me.
I did try a search here first with "4G" and "overhead" looking for information, specifically a video, on that test with stick, 7018, 1/8" diameter rod, on 3/8" thick beveled plate, 1/4" gap, with a 1/4" backer plate.
I also went back through this subforum several pages.
Thanks!
Welding Certification test Q&A and tips and tricks

- weldin mike 27
-
Weldmonger

-
Posts:
-
Joined:Fri Apr 01, 2011 10:59 pm
-
Location:Australia; Victoria
Hey there,
Check out Lincoln Electrics YouTube channel. They have lots of vids. I know there is a Aws stuctural test plate on on there. that is 3/8 plate but with square edges. Might help though.
Mick.
Check out Lincoln Electrics YouTube channel. They have lots of vids. I know there is a Aws stuctural test plate on on there. that is 3/8 plate but with square edges. Might help though.
Mick.
USPSAPepperPopper
- USPSAPepperPopper
-
New Member

-
Posts:
-
Joined:Tue Sep 11, 2012 8:42 pm
Great, I found those videos. It looks like it is in 3 parts:
Part 1: http://www.youtube.com/watch?v=oCS9t2CB ... ure=relmfu
Part 2: http://www.youtube.com/watch?v=cyR9IqZI ... creen&NR=1
Part 3: http://www.youtube.com/watch?v=NtDECC69OV0&feature=plcp
I haven't watched all three of those vids just yet, so I haven't figured out what I have been doing wrong. I just pass my 3G vertical up last Friday, doing weaves, absolutely no grinding! No grinding either on this 4G test, too.
Took a bunch of pictures today, so when I get a chance I will upload those pics to photobucket and post them here.
Again, thanks!
Part 1: http://www.youtube.com/watch?v=oCS9t2CB ... ure=relmfu
Part 2: http://www.youtube.com/watch?v=cyR9IqZI ... creen&NR=1
Part 3: http://www.youtube.com/watch?v=NtDECC69OV0&feature=plcp
I haven't watched all three of those vids just yet, so I haven't figured out what I have been doing wrong. I just pass my 3G vertical up last Friday, doing weaves, absolutely no grinding! No grinding either on this 4G test, too.
Took a bunch of pictures today, so when I get a chance I will upload those pics to photobucket and post them here.
Again, thanks!
- weldin mike 27
-
Weldmonger
-
Posts:
-
Joined:Fri Apr 01, 2011 10:59 pm
-
Location:Australia; Victoria
USPSAPepperPopper
- USPSAPepperPopper
-
New Member
-
Posts:
-
Joined:Tue Sep 11, 2012 8:42 pm
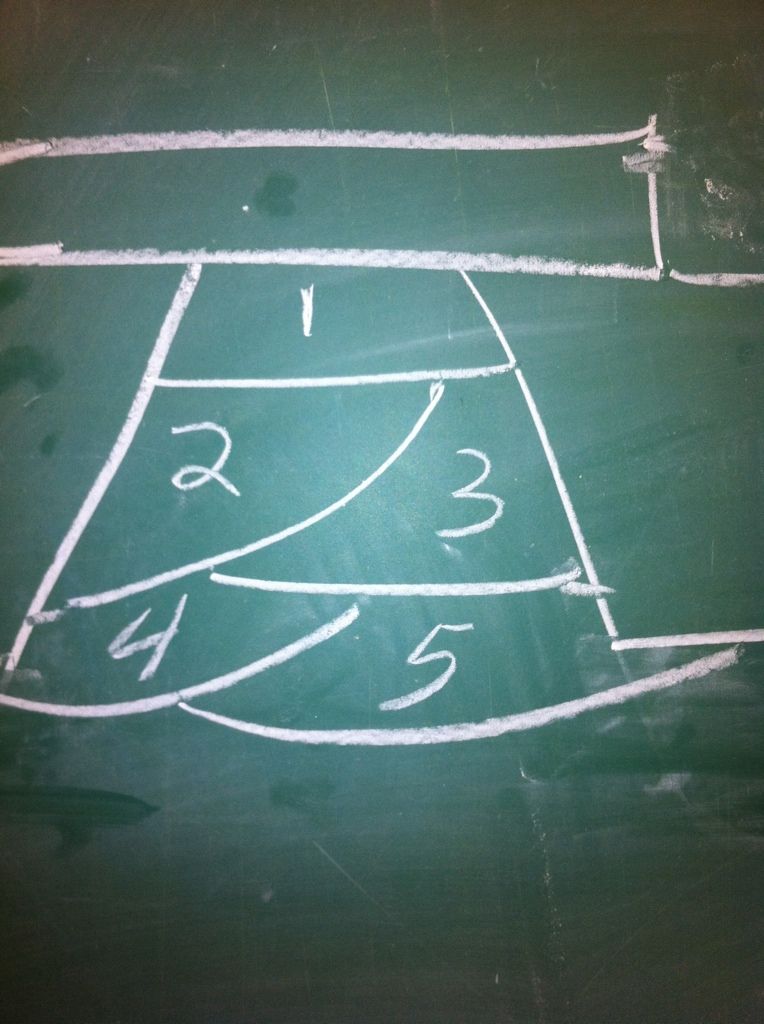
My instructor drew a cutway sketch on the chalkboard the other day. He is saying it should take just 5 passes with a 1/8 " diameter 7018 rod.
For me, after passes #2 and #3, what I have resembles somebody's butt crack. So pass #4 goes right over the middle to fill in the crack. Then 5 and 6 goes to either side of that.
I am probably just going too fast and need to slow way down. I'll have about 4 inches plus of rod left after the intermediate passes.
For me, after passes #2 and #3, what I have resembles somebody's butt crack. So pass #4 goes right over the middle to fill in the crack. Then 5 and 6 goes to either side of that.
I am probably just going too fast and need to slow way down. I'll have about 4 inches plus of rod left after the intermediate passes.

- Otto Nobedder
-
Weldmonger
-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
USPSAPepperPopper
- USPSAPepperPopper
-
New Member
-
Posts:
-
Joined:Tue Sep 11, 2012 8:42 pm
Okay, thanks!
I'll post pictures over the weekend.
I am standing at the end of the plate/groove. I start my arc on the backer plate tab, then drag it towards me. It makes it easy to see the arc length, but i have a hard time seeing any of the puddle behind the rod. So maybe that's my problem???
I'll post pictures over the weekend.
I am standing at the end of the plate/groove. I start my arc on the backer plate tab, then drag it towards me. It makes it easy to see the arc length, but i have a hard time seeing any of the puddle behind the rod. So maybe that's my problem???
- Otto Nobedder
-
Weldmonger
-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
Could be. When I can't clearly see the puddle, I have to judge how much metal I'm putting in by the slag. Actually, once you have it down, you'll be able to judge it almost by "feel". Try one turned 90* so you can weld left to right (or vice-versa) so you can see the puddle better. It might help to try different color lenses as well. When I first learned SMAW, I had trouble seeing the difference between the edge of the puddle and the slag; They seemed to be the same color, and the line between them was hard to see. I had a tendency to underfill, because my first reflex was to think I was putting too much down because of the slag build-up.
Steve S.
Steve S.
- weldin mike 27
-
Weldmonger
-
Posts:
-
Joined:Fri Apr 01, 2011 10:59 pm
-
Location:Australia; Victoria
Hey,
Our teachers told us to stand on a 45° angle to the weld so you can judge posistions in both along the prep and across. I tried this but i still totally sucked at it. But i didnt have to pass any tests so i didnt practice much. Give it a go though. Good luck
Mick
Our teachers told us to stand on a 45° angle to the weld so you can judge posistions in both along the prep and across. I tried this but i still totally sucked at it. But i didnt have to pass any tests so i didnt practice much. Give it a go though. Good luck
Mick
USPSAPepperPopper
- USPSAPepperPopper
-
New Member
-
Posts:
-
Joined:Tue Sep 11, 2012 8:42 pm
Here is the sketch my instructor drew:
The booth I am in doesn't have a real table to it, so I took a pipe clamp normally meant for gluing up boards, welded some channel to it, then clamp it on that central pole to use as an arm and lead rest:

We have a couple of these jigs for tacking up our practice and test pieces:


This yellow piece is a quarter inch thick so we can get our spacing correct:

This is the buttcrack I keep getting after pass #3:

Thanks for all the advice and tips!
The booth I am in doesn't have a real table to it, so I took a pipe clamp normally meant for gluing up boards, welded some channel to it, then clamp it on that central pole to use as an arm and lead rest:
We have a couple of these jigs for tacking up our practice and test pieces:
This yellow piece is a quarter inch thick so we can get our spacing correct:
This is the buttcrack I keep getting after pass #3:
Thanks for all the advice and tips!
Jump to
- Introductions & How to Use the Forum
- ↳ Welcome!
- ↳ Member Introductions
- ↳ How to Use the Forum
- ↳ Moderator Applications
- Welding Discussion
- ↳ Metal Cutting
- ↳ Tig Welding - Tig Welding Aluminum - Tig Welding Techniques - Aluminum Tig Welding
- ↳ Mig and Flux Core - gas metal arc welding & flux cored arc welding
- ↳ Stick Welding/Arc Welding - Shielded Metal Arc Welding
- ↳ Welding Forum General Shop Talk
- ↳ Welding Certification - Stick/Arc Welding, Tig Welding, Mig Welding Certification tests - Welding Tests of all kinds
- ↳ Welding Projects - Welding project Ideas - Welding project plans
- ↳ Product Reviews
- ↳ Fuel Gas Heating
- Welding Tips & Tricks
- ↳ Video Discussion
- ↳ Wish List
- Announcements & Feedback
- ↳ Forum News
- ↳ Suggestions, Feedback and Support
- Welding Marketplace
- ↳ Welding Jobs - Industrial Welding Jobs - Pipe Welding Jobs - Tig Welding Jobs
- ↳ Classifieds - Buy, Sell, Trade Used Welding Equipment
- Welding Resources
- ↳ Tradeshows, Seminars and Events
- ↳ The Welding Library
- ↳ Education Opportunities