I have a few observations from my month of playing with my Invertig. Before 1 month ago I had never picked up a TIG torch.
Ok on to the observations:
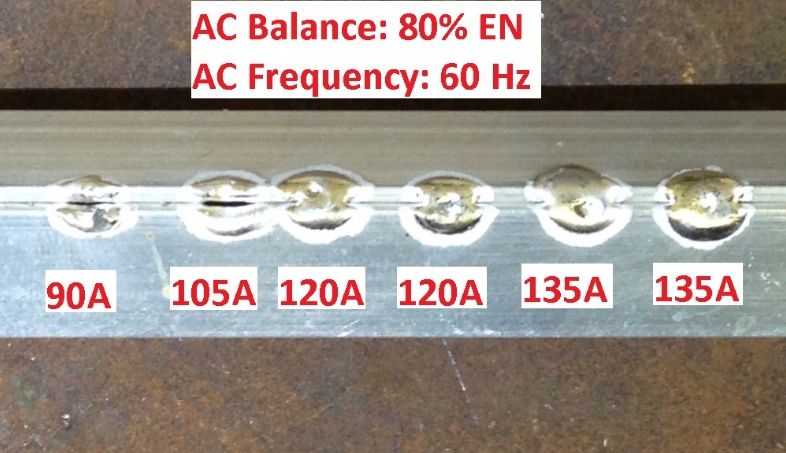
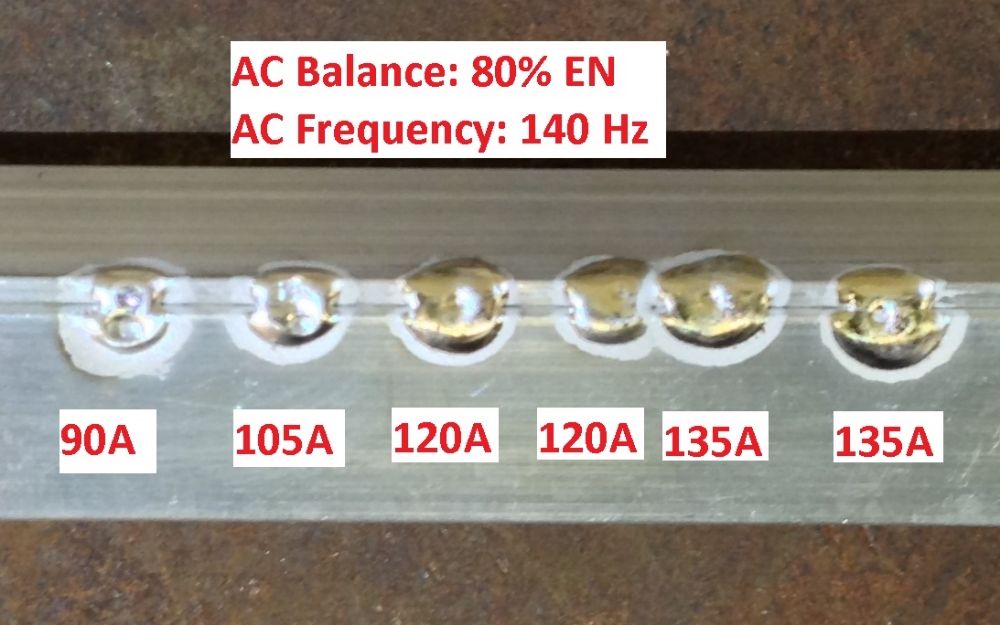
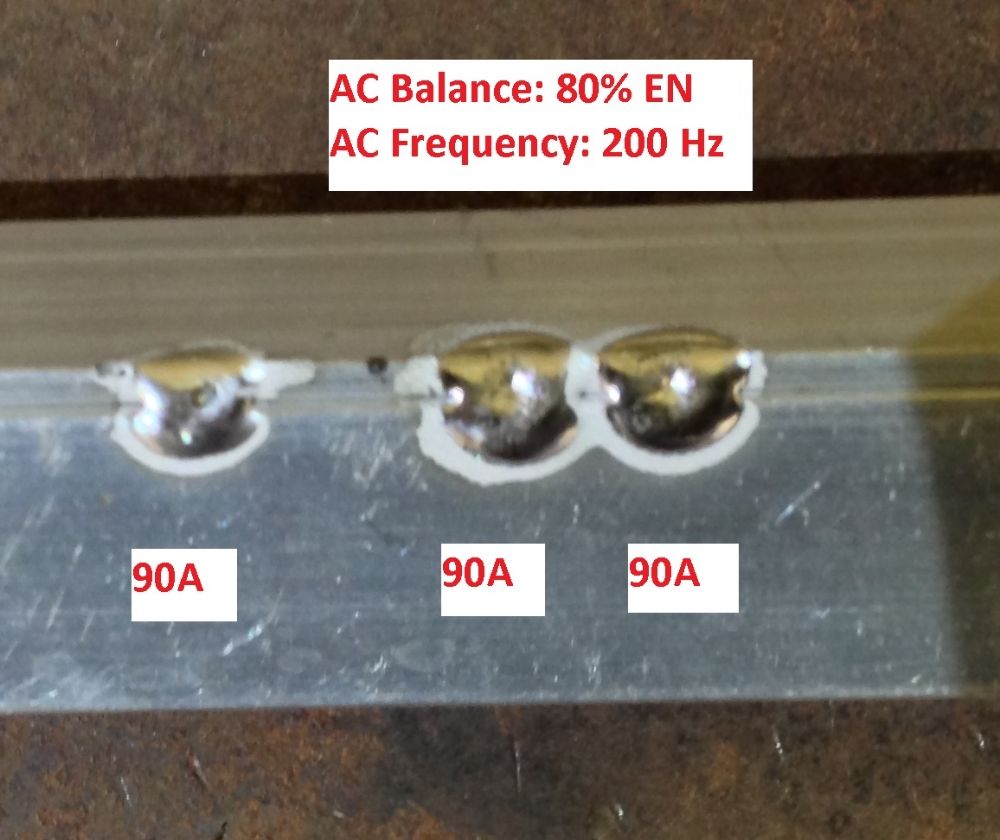
1. When welding on Aluminum and I am working on a t-joint or butt join I like the freq to be lower as in 75-85 Hz, then when welding on an edge I like the freq up around 150
2. When welding an Aluminum butt joint of 1/16 in material, it seems easier to creep up on the puddle until I get a puddle on each edge then they flow together, and I add a bit of filler rod for the tack. If I just blast away at 60-75 amps I tend to blow through and both side retreat back into themselves and I am left with a hole where the 2 pieces originally met. 75 amps on the machine, 70 for balance (penetration) and about 80 hz on the freq.
3. When welding on 1/8 steel around 120 amps the heat given off seems much greater than when welding Aluminum with the same amps. (love my 2 TIG fingers
4. Fusing steel seems way easier than fusing aluminum
5. I find working with Aluminum more forgiving and easier in general to weld with
6. I am having a blast learning how to TIG and with out Jody's , Mr. Tig's and Lanse's videos I would never have even thought about buying a TIG welder
7. I have both a 20 series water-cooled torch as well a 17 series air cooled torch. When using the 20 series I can weld for an hour straight ( or just about that
Am I on track here?
Thanks
Dave