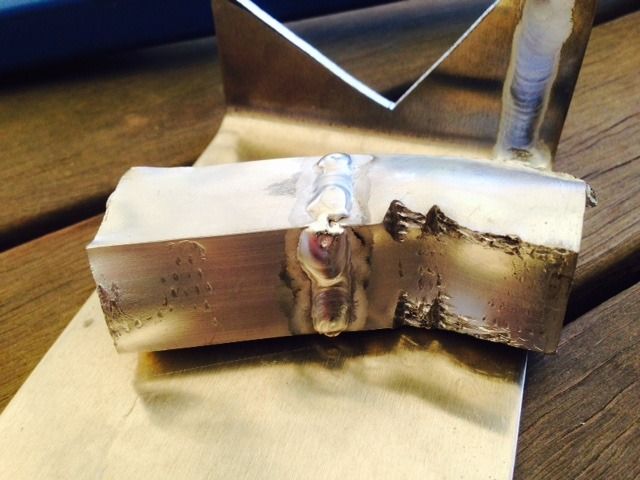
Hi all. I'm practising on some 25 X 25mm, 3mm wall square 6000 series aluminium tubing, the ultimate aim being to build a motorcycle rear subframe. I was concerned about penetration on these welds (and the fact that they will ultimately have to support my skinny butt) so when I'd finished some of these I put them in the vice, swung off them with all my weight, then beat the hell out of them with a hammer. They held up pretty well. No welds broke.
Firstly...despite the welds holding up well, should I be using 'T' series 6000 for an application like this? I'm a newbie at this sort of thing, this is my first 'critical' welding and of course I want to be safe.
Next - is there a 'correct' method for welding the corners on this type of tube? Just add more filler and keep moving around? I honestly don't know, and as you can see on these, I just welded to the ends until each individual weld 'met', but I'm sure this isn't right.
On steel square tube I try to start just before a corner wrap around it then most of the way across the flat. Leaving just enough room to reposition and start the next weld.
Poland308 wrote:On steel square tube I try to start just before a corner wrap around it then most of the way across the flat. Leaving just enough room to reposition and start the next weld.
MosquitoMoto wrote:Firstly...despite the welds holding up well, should I be using 'T' series 6000 for an application like this? I'm a newbie at this sort of thing, this is my first 'critical' welding and of course I want to be safe.
Kym
Hey Kym,
Using something like a 6061 T6 will certainly help with strength, but do realize that all your HAZ's will lose temper, unless a post welding heat treatment operation is performed....but it's not terrible. I use 7/8" x .065 wall for mine and perform no heat treating afterward. From time to time I have to do some tweaking to get my exhaust mounts to hit a certain elevation after welding and it's really suprising how much muscle it takes to make those adjustments.
When in doubt, design, design, design. Point being, a lot of strength issues can be made up for with good design.
MosquitoMoto wrote:Firstly...despite the welds holding up well, should I be using 'T' series 6000 for an application like this? I'm a newbie at this sort of thing, this is my first 'critical' welding and of course I want to be safe.
Kym
Hey Kym,
Using something like a 6061 T6 will certainly help with strength, but do realize that all your HAZ's will lose temper, unless a post welding heat treatment operation is performed....but it's not terrible. I use 7/8" x .065 wall for mine and perform no heat treating afterward. From time to time I have to do some tweaking to get my exhaust mounts to hit a certain elevation after welding and it's really suprising how much muscle it takes to make those adjustments.
When in doubt, design, design, design. Point being, a lot of strength issues can be made up for with good design.
Hey thanks dunkster, good thoughts, and especially valuable seeing as we are both applying all of this to race bikes.
I am aiming ultimately to fabricate with .065 (1.6mm wall) square tube, lots of triangulation and bracing. I plan to build a mock-up, destruction test it and then build an actual subframe to fit to my own bike.
The track I mainly race on is poorly maintained and rough. I need to keep this in mind for vibration failure issues. Of course chatter/wheel skip can impart similar stresses. I will be over engineering, but looking to save weight compared to the standard part.
MosquitoMoto wrote:Hey, that is some NICE stuff, dunk!
And BGH, the hot tack corners are a great idea, too. I think I might give that a shot next time and report back.
Really appreciate the help and support, guys.
Kym
Thanks Kym.
Actually have a couple things boxed up right now fixing to head down to your neck of the woods, so keep your eyes peeled for an '06 CBR 1000....track day guy I think.
MosquitoMoto wrote:Hey, that is some NICE stuff, dunk!
And BGH, the hot tack corners are a great idea, too. I think I might give that a shot next time and report back.
Really appreciate the help and support, guys.
Kym
Thanks Kym.
Actually have a couple things boxed up right now fixing to head down to your neck of the woods, so keep your eyes peeled for an '06 CBR 1000....track day guy I think.
Dunk -
Cool! You're a legitimate Race Parts Exporter then!
dunkster wrote:Haha...that's too big of a title for me to be associated with.
Not at all.
Hey, which state of Australia your parts will be going to? If near me, I'll keep an eye out...we only have a couple of tracks here, how hard can it be?
dunkster
i mostly work on MX bikes but
have undertaken a RD-350 project
to make a cafe racer.
thanks for the links, looks like
they will be useful!
craig
htp invertig 221
syncrowave 250
miller 140 mig
hypertherm plasma
morse 14 metal devil
You need to clean your aluminum better. There is lots of contamination in those practice welds. At minimum a good stainless wire brushing for practice welds
soutthpaw wrote:You need to clean your aluminum better. There is lots of contamination in those practice welds. At minimum a good stainless wire brushing for practice welds
Hmmm...aware that the welds aren't great but material was clean.
New material, zoomed it with a stainless wire rotary brush and then cleaned with acetone.