Here is my purge box for welding fittings on beer kegs. I made it out of an old drywall mud pan. I cut out the center and welded it back together and then used some hi-temp silicone to glue the fiberglass gasket on it.I used some brass screen I took off what is going to be the motor drive for my new welding rotator I am getting ready to build. Then I hook my purge bottle up to it and wedge it inside the keg with a piece of wood. I also rounded it a bit to the same radius as the keg so I get a good seal. Makes about as sanitary of a weld as possible.
Last edited by exnailpounder on Fri Jan 06, 2017 4:09 pm, edited 1 time in total.
Here a couple of the fittings I welded on today. Used 347 filler. Cut the top out of this keg and stripped the top ring down to handles, put on fittings, cleaned her up...Good paying job for about 2 1/2 hrs work.
Sometimes I think I need to advertise locally due to low quality of work the welding shops put out in the area. A local dealer needed this part made due to modifications on a unit they sold it is used for sway bar linkage, center section needed to be 11 5/8. Local welding shop made one 11 1/8 and other 11 3/8. Besides getting deminsions wrong they look like shit do to grinding marks and generally beat all to hell.
Here is local welding shops work they sent out.
0105172304a.jpg (66.27 KiB) Viewed 2208 times
I was contacted and asked if I could make something that looks better and is the correct dimensions. Told them yes and after a short time gave them these.
0105171549.jpg (19.4 KiB) Viewed 2208 times
0105172303.jpg (67.49 KiB) Viewed 2208 times
Mine are also considerably lighter, both of mine doesn't weigh as much as one of his. My version was made from 5/8 X .083 wall 4130 tubing. The welding shop made there's from solid rod don't know grade.
why use standard nozzles after gas lens where invented. Kinda of like starting fires by rubbing sticks together.
Here a couple of the fittings I welded on today. Used 347 filler. Cut the top out of this keg and stripped the top ring down to handles, put on fittings, cleaned her up...Good paying job for about 2 1/2 hrs work.
Very nice socket welds. How thick was the keg? Did you have to lay on the heat with the fittings or the base metal?
Here a couple of the fittings I welded on today. Used 347 filler. Cut the top out of this keg and stripped the top ring down to handles, put on fittings, cleaned her up...Good paying job for about 2 1/2 hrs work.
Very nice socket welds. How thick was the keg? Did you have to lay on the heat with the fittings or the base metal?
Kegs are 18ga. I put the coals to the fitting and wash down onto the thinner material. I add a few dabs of filler just to keep from undercutting the fittings. It could be autogenous if I wasn't so picky.
Part of my AN plumbing conversion project will be a nice custom PWR core so I don't need my stock one anymore. I'd always wanted to try building a radiator out of a core, for myself and as a service to offer. Ripped out the plastic end tanks and started making my own using some 1/8" plate and harvesting the barbed nozzles off my thermostat housing.
Went really well but the stock plate is maybe 060 in addition to being dirty crap so when I went to weld the tanks onto the core it was quite the shitshow but turned out ok. Going to try a few things on the other side to make it better. On the next one I will use 3/32 wall or even 1/16
I built a bolt together sifter for a skidsteer. Never build something like this before. It's not the best because the customer chose the materials and basic design. Several tons of dirt ran through it and it held up fine.
It had to be bolted together to be able to fit in the back of a van. I would have preferred to build a better sifter on site but he insisted.
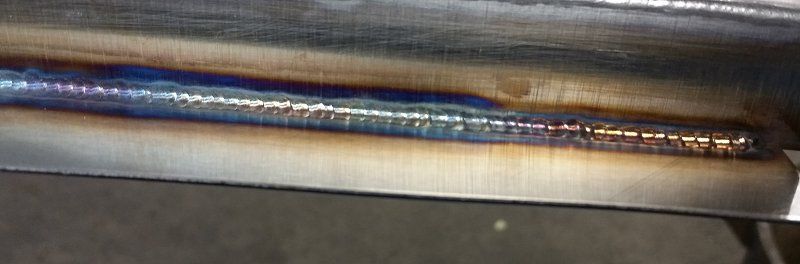
A friend of mine is building a pit cart and asked me to help weld it up as his welder wasn't up to the job. The frame is 1/4" aluminum which is normally no problem for my Dynasty 210. This was quite the pain. I didn't anticipate how much effect the size of the heatsink would be. He brought it tacked up and drove it here in his pickup for about an hour in the cold so it was nice and frozen by the time it got here. The high DC at full jam of the Dynasty definitely helped because I had to camp out for a long time to get the joints hot enough to weld. Initially I would just sit there and wait for the weld to wet in and it just wouldn't.
After some experimenting, I had success by using the torch to pre-heat (we did try to heat things up with a MAP torch but it would lose temperature almost right away). I would light up and go back and fort without filler until eventually the joint got hot enough for the bead to wet in and then I could motor on.
BigD wrote:A friend of mine is building a pit cart and asked me to help weld it up as his welder wasn't up to the job. The frame is 1/4" aluminum which is normally no problem for my Dynasty 210. This was quite the pain. I didn't anticipate how much effect the size of the heatsink would be. He brought it tacked up and drove it here in his pickup for about an hour in the cold so it was nice and frozen by the time it got here. The high DC at full jam of the Dynasty definitely helped because I had to camp out for a long time to get the joints hot enough to weld. Initially I would just sit there and wait for the weld to wet in and it just wouldn't.
After some experimenting, I had success by using the torch to pre-heat (we did try to heat things up with a MAP torch but it would lose temperature almost right away). I would light up and go back and fort without filler until eventually the joint got hot enough for the bead to wet in and then I could motor on.
Aluminum sucks up the heat fast, and being chilled didn't help for sure. Looks like you got it done anyway, good job!
I know you guys will be shocked it's stainless..Lol 316L .083" wall sanitary tubing, with a .0625" bottom.
Attachments
IMG_20170112_174605042.jpg (59.23 KiB) Viewed 2225 times
I weld stainless, stainless and more stainless...Food Industry, sanitary process piping, vessels, whatever is needed, I like to make stuff.
ASME IX, AWS 17.1, D1.1
Instagram #RNHFAB
Just f cking around at work. I'm pretty sure the brackets in the first picture are carbon, but not 100% (not that it matters, parts I pulled out of the scrap bin)
Second picture is a 12x0.125 wall tube welded to a 0.250 plate, pulled out of the scrap bin.
I got to practice welding while everyone else DA'd rusty carbon 2x3 tubes last night. Sinuses are all clogged, and I taste metal every time I swallow. Fun times!
thats some nice weld porn there guys. Sam..get one of those little Neti pots to wash out your sinuses. I started using one about 5 years ago to get the shop gunk out and they work wonders. I was always down with a sinus infection from breathing dust all day and haven't been down once in over years.
exnailpounder wrote:thats some nice weld porn there guys. Sam..get one of those little Neti pots to wash out your sinuses. I started using one about 5 years ago to get the shop gunk out and they work wonders. I was always down with a sinus infection from breathing dust all day and haven't been down once in over years.
Yeah me too, I wear my little Miller respirator a lot now days. Fighting a damn sinus infection right now...ugh
I weld stainless, stainless and more stainless...Food Industry, sanitary process piping, vessels, whatever is needed, I like to make stuff.
ASME IX, AWS 17.1, D1.1
Instagram #RNHFAB
Got my titanium sampler kit from Ticon industries and gave it a shot. I'm an instant fan. Was nervous at first but it actually went quite well once I got comfortable. I used high speed DC pulse, made it quite easy. Welded 3/4-1" at a time letting it cool, with a Furick 12 and 20-25cfh. It's definitely argon hungry but you just need to not get carried away with long runs, with too much heat soak outside of the argon coverage, and it's easy peasy.
Not bad BigD. We were going to to get some titanium donated to the school by a local business but we still don't have a 300 amp torch and we were concerned about ventilation. So:
How many amps did you use?
Did you feel sick afterwards breathing it in?
Ryan_82 wrote:Not bad BigD. We were going to to get some titanium donated to the school by a local business but we still don't have a 300 amp torch and we were concerned about ventilation. So:
How many amps did you use?
Did you feel sick afterwards breathing it in?
Why would you need a 300a torch? Most people welding titanium are doing sheet metal parts for weight/strength ratio and can be welded at 20-75a.
Ryan_82 wrote:Not bad BigD. We were going to to get some titanium donated to the school by a local business but we still don't have a 300 amp torch and we were concerned about ventilation. So:
How many amps did you use?
Did you feel sick afterwards breathing it in?
I had peak set to 90 but I didn't use full jam except when I did the fusion welds and used pulse.
some practicing and some work... finally getting my fillets down... (still learning... struggling a lot less finally)
some 14gauge SS...
thinner 16 gauge SS...
a big fusion weld on fat 11gauge SS...
and if only I could get the camera to focus on this corner weld of very thin 26gauge SS... managed some fusion fillets too but filler fillets just wasn't happenin'
yeah work was slow, I was bored...
can't believe it took me this many years to buy a diamond wheel for my bench grinder... what a difference
raticus wrote:some practicing and some work... finally getting my fillets down... (still learning... struggling a lot less finally)
some 14gauge SS...
thinner 16 gauge SS...
a big fusion weld on fat 11gauge SS...
and if only I could get the camera to focus on this corner weld of very thin 26gauge SS... managed some fusion fillets too but filler fillets just wasn't happenin'
yeah work was slow, I was bored...
For fillets with filler on the thin stainless try lighting up on the filler, move quick
I weld stainless, stainless and more stainless...Food Industry, sanitary process piping, vessels, whatever is needed, I like to make stuff.
ASME IX, AWS 17.1, D1.1
Instagram #RNHFAB
raticus wrote:
and if only I could get the camera to focus on this corner weld of very thin 26gauge SS... managed some fusion fillets too but filler fillets just wasn't happenin'
What dia filler did you try? That thin material can be done with .030" but you have to be tight and quick