5th Street Fab wrote:
Hey so I used to do lots of thin wall tubing. #1 thing is prep. Belt sand both sides perfectly flat so when you butt them up there is no gap at all. Deburr both inside and out.
They need to be exactly in a line too. Placing them in a piece of angle iron helps but I prefer to put a tube I am vice and slide the pieces I'm tacking over it.
I've got good prep on the parts, still practicing on samples that I cut out of the gate. I'm using a vise.
To tack I set my machine to about 25 amps. Then hold my tungsten as close as possible to the piece. Romp on the pedal as fast as you can and let off. Like your tapping your foot. If it didn't tack then do what we call a double tap. You just tap the pedal twice in a row really quickly. Don't use filler, at least until it's tacked.
Wow, 25A, that's really low. I normally hit the pedal like you're describing for thicker material, so I know what you mean.
Lincoln Square Wave 200
Lincoln 225 AC/DC
Harris Oxy/Acetylene torch
zank wrote:See if a friend or your local weld shop will clip off some 035 mig wire for you. It should take much. On Monday, I'll try to remember to mock up some tubing and see if i can offer some settings. The SW200, has pulse, yes?
I can get some mig wire from a friend. SW200 has pulse from 0-20pps, %on and background are fixed at 50%, no adjustment. Thanks very much, I've heard Jody mention you on his videos. I did triathlons for years, had one of those old Schwinn Paramounts with the beautiful chromed lugsets and Campy record. I hit a woodchuck going about 40 and bent it into a pretzel.
Lincoln Square Wave 200
Lincoln 225 AC/DC
Harris Oxy/Acetylene torch
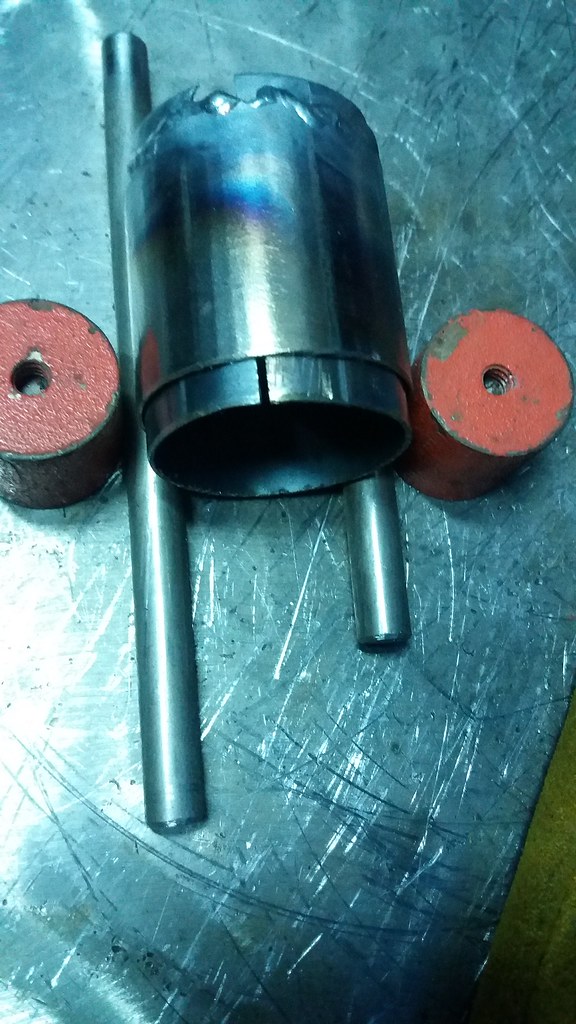
I got back to working on this. Decided I needed to put a sleeve inside the tube. Both of these pieces are the actual gate material, one is slit to fit inside:
I used 1/16" filler with 1/16" tungsten and pulse 1pps. It was still pretty touchy to keep from burning through, but I can make this work:
I don't have a photo, but I switched to .035" filler rod and that helped, but I didn't have a smaller tungsten. I'll try the smaller filler with a .040" tungsten next. I'm running out of test material, so I'll have to weld the real thing soon.
Lincoln Square Wave 200
Lincoln 225 AC/DC
Harris Oxy/Acetylene torch