Page 1 of 1
SS Exhaust pipe weld settings?
Posted: Sun Dec 25, 2011 6:00 pm
by MeatHead
Merry Christmas and Happy holidays WeldingTipsandTricks'ers,
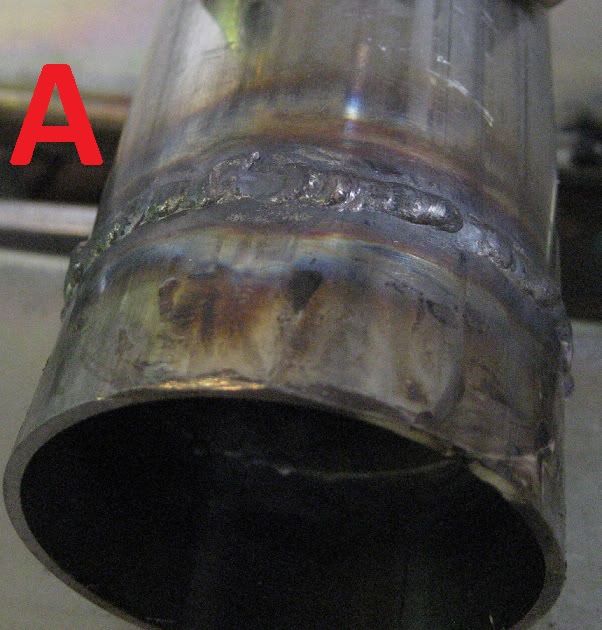
I've been trying to weld some stainless steel exhaust pipe (ebay brand) with 316L rod, but I think something is wrong with my settings, technique, or torch setup because all my welds look like crap

. Can you guys please critique my weld with tips on how to make them better?

Prep: Stainless Steel Brush on surfaces w/ acetone + paper towel cleaning.
Tungsten: 2% lanthanated (3/32 size), sharpened to a point
Amps: 40 (also tried pulsed @ 40/20)
Gas: 100% Argon
Torch: Air cooled Everlast
Torch Flow: ~7-8 L/min
Back Purge: ~2.2 L/min through the pipe
Tungsten protruding distance from #7 EverLast cup = 4.32 mm




Re: SS Exhaust pipe weld settings?
Posted: Tue Dec 27, 2011 5:45 am
by weldin mike 27
Hi there,
I don't think your welds look all that bad. Tig is all about practice, practice, practice. Over all the pics show that things seem to be set up ok. Pipe welds are hard because you have to keep changing angle all the time. Keep practicing with those settings and don't beat your self to much. Especially if you are comparing your welds to Jodys'. That guy could weld ice to butter.(sorry) LOL
Mick
Re: SS Exhaust pipe weld settings?
Posted: Tue Dec 27, 2011 1:02 pm
by Greg From K/W
Ya keep going buddy. Jody is a welding god so don't compare your stuff to his. Keep going and be proud you did it and got it to bind to the pipe. I am sure I would have trouble with it too. Good on ya man.
Re: SS Exhaust pipe weld settings?
Posted: Tue Dec 27, 2011 4:52 pm
by Davidep82
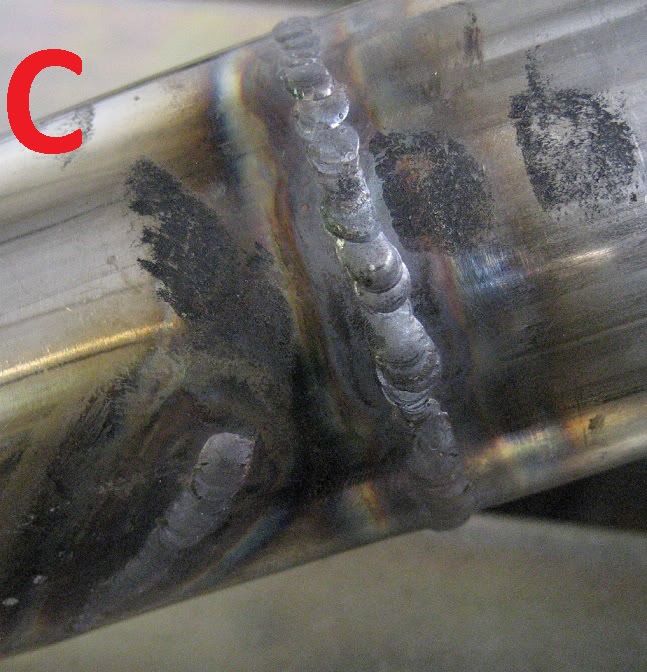
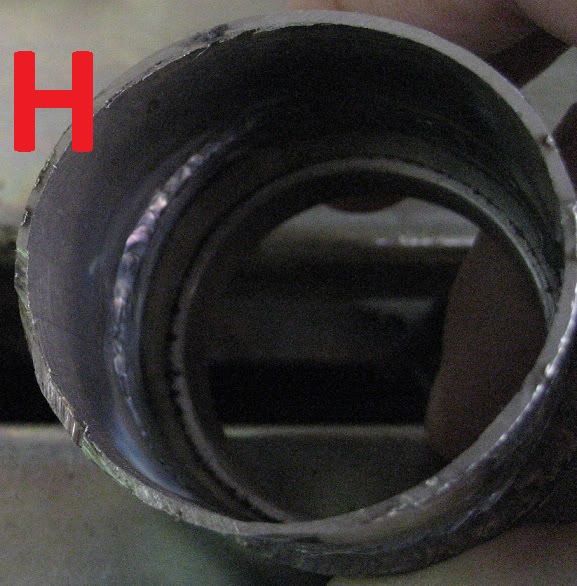
I agree with the others; good enough to go. Especially C, D, and H. Nice job on the back fill. I do have a couple of suggestions which you may want to try.
My setup is not exactly the same, but I do stainless exhaust work with a Everlast 250ex with a wp20 water cooled torch. It looks to me like the HAZ (Heat Effect Zone) is a little wider than it should be. Although your amp setting does not seem to high; you want to use the lowest amp setting you can and still have a pretty good travel speed. I use 1/16" tungsten with about a 60 degree point - no more blunt than 45 degrees - with #6 cup, same gas flow as you, for my SS exhaust work. I usually use 308, 1/16" diameter filler. I use 309 if mixing SS and non SS parts. 316L (L = low carbon) should be fine, but I would not want it any larger than 1/16" diameter.
The HAZ being wider than it could be does not mean you have a bad weld, my understanding. It probably has the strength to meet the requirements of the intended use. It just does not look as pretty as it could and has a disadvantage in that the metal in the HAZ has lost much of its anti-corrosive properties.
I have used pulsing and it helped cut down on the HAZ, but can be tricky. I would not try it until you get comfortable and repeatable without it. I use higher frequency pulsing with thin SS, slower, down to 1 per sec, with aluminum. This is getting into personal setting preferences. Don't take it as a recommendation.
I also use more tacks than I do with steel. SS warpage with heat can miss-align your will fitted parts.
Good luck and let us know what you find works for you.