
Hi, I just joined the forum today due to an ongoing welding issue.
I am a welder / fabricator by trade. 99% of my work is either mig welding mild steel with steel stock from 2mm upto 20mm thick. I also do a reasonable amount of stainless tig work.
My problem is mild steel tig welding. Ive tried for twenty years and just come to the conclusion that it must be a myth.
I'm working on a car body panels at the moment which are around 1mm thickness. Usually, I will just use stainless steel filler wire as mild steel wire does not work for me. The project I am working on now wont work well with stainless wire as I need to reshape the panels after welding and the stainless is too hard. I visited Peter Tomasini recently and borrowed some really soft pliable wire that he suggested trying. The result... doesnt work. What I get is a bubbling weld pool. The same as I have experienced over the 20 odd years of welding.
My set up is :-
Tokentools 200 amp DC welder.
I have both pure and mixed 52 argon bottles.
I've tried all sorts of tungstens, I prefer to use pure as I dont like the radioactive elements associated with thoriated electrodes.
I have tried low, medium and high gas flow rates, from 5 to 20 litres per minute. I usually run 7 when I do stainless.
My cup sizes I have tried are 4 to 7.
It doesnt matter what combination I try, it makes no difference whatsoever. I am working in an elnclosed garage with doors closed so its not a wind issue.
What tungstens should I be using ? What gas ? What flow rate ? what cup size ?
Is it the filler wire ?
Is this mild steel tig welding really a myth ?
Thanks for any help
Elliot
Tig welding tips, questions, equipment, applications, instructions, techniques, tig welding machines, troubleshooting tig welding process

- big gear head
-
Ace

-
Posts:
-
Joined:Thu May 07, 2015 11:46 am
-
Location:KY.
I watch a lot of people who try to TIG weld and they will not keep the end of the filler wire under the cup to shield the hot wire. If you pull the wire out from under the argon shield you will contaminate it and you will get bubbles in your weld. You also must use 100% argon.
Freddie

use lanthanated or ceriated tungstens if you don't want to use thoriated. Pure just will not cut it. What kind of filler rod are you using? You cannot use the same filler rod as gas welding. You need to use special TIG filler rod with the deoxidizers included: ER70S2, ER70S6, etc. It is very much like MIG wire except in rods, not on spools. Also be sure to properly clean your metal and remove all mill scale with a grinder/flap disk/acid first. After getting the mill scale and other contaminants off, everything should be wiped down with acetone. Don't use anything but pure argon gas. Cup size is dependent on the conditions. If you are not constrained trying to get into tight places a #7 or 8 with 15-25 CFH per hour of argon (no mix) ought to be OK. Contaminants will kill your weld. Keep it clean.
Multimatic 255

- MosquitoMoto
-
Weldmonger

-
Posts:
-
Joined:Sat Aug 01, 2015 8:38 am
-
Location:The Land Down Under
Very unusual.
I am using a TokenTools Metalmaster 215 ACDC machine. I've only been welding a couple of weeks, have no skills to speak of, but have found mild steel welding (1.5mm wall square tube) pretty easy.
I am using a 1.6mm Thoriated tungsten, between 5 and 8lpm pure argon and 1.6mm ER70S6 filler. The puddle just behaves.
You are way more experienced than I am - perhaps it's your pure tungsten letting the team down?
Kym
I am using a TokenTools Metalmaster 215 ACDC machine. I've only been welding a couple of weeks, have no skills to speak of, but have found mild steel welding (1.5mm wall square tube) pretty easy.
I am using a 1.6mm Thoriated tungsten, between 5 and 8lpm pure argon and 1.6mm ER70S6 filler. The puddle just behaves.
You are way more experienced than I am - perhaps it's your pure tungsten letting the team down?
Kym
Thanks for the replies already.
Ive not had any success with any filler wires. ER7OS2 to 6 which are the regular wires recommended for mild steel arent really soft enough to run through an english wheel after welding as they are still harder than the surrounding steel.
I could be wrong but I dont think that the wire type is the culprit, I have the same porous weld with just fuse welding.
I think the problem is more gas / tungsten related. I've ordered a gas lens kit from tokentools to see if that will help. If nothing else that should help shield the filler wire further. Have also as suggested got some lanthanated tungstens on the way too. Ive never used those so always willing to try something new.
Nice buy on the tokentools machine Mosquitomoto. Ive had mine for 8 or ten years, its been used, abused, daily and I'd buy it again tomorrow if it died. I'd happily put my hand up and say that it out performs any big named brand in its class.
Ive not had any success with any filler wires. ER7OS2 to 6 which are the regular wires recommended for mild steel arent really soft enough to run through an english wheel after welding as they are still harder than the surrounding steel.
I could be wrong but I dont think that the wire type is the culprit, I have the same porous weld with just fuse welding.
I think the problem is more gas / tungsten related. I've ordered a gas lens kit from tokentools to see if that will help. If nothing else that should help shield the filler wire further. Have also as suggested got some lanthanated tungstens on the way too. Ive never used those so always willing to try something new.
Nice buy on the tokentools machine Mosquitomoto. Ive had mine for 8 or ten years, its been used, abused, daily and I'd buy it again tomorrow if it died. I'd happily put my hand up and say that it out performs any big named brand in its class.
- MosquitoMoto
-
Weldmonger
-
Posts:
-
Joined:Sat Aug 01, 2015 8:38 am
-
Location:The Land Down Under
Elliot -Elliotaw wrote:Thanks for the replies already.
Ive not had any success with any filler wires. ER7OS2 to 6 which are the regular wires recommended for mild steel arent really soft enough to run through an english wheel after welding as they are still harder than the surrounding steel.
I could be wrong but I dont think that the wire type is the culprit, I have the same porous weld with just fuse welding.
I think the problem is more gas / tungsten related. I've ordered a gas lens kit from tokentools to see if that will help. If nothing else that should help shield the filler wire further. Have also as suggested got some lanthanated tungstens on the way too. Ive never used those so always willing to try something new.
Nice buy on the tokentools machine Mosquitomoto. Ive had mine for 8 or ten years, its been used, abused, daily and I'd buy it again tomorrow if it died. I'd happily put my hand up and say that it out performs any big named brand in its class.
Just to compare, I have recently switched over to a gas lens, but was welding mild steel successfully with standard cups, too.
I understand the English wheel/hard filler problem. Isn't there some kind of bronze filler that would do the job? Sorry, that's probably gonna make me sound like a noob...again.
As for the TokenTools machine, hell yeah! I honestly feel like it flatters me and let's me get away with murder...an amazing machine that punches well above its weight. And TokenTools service is the best. (No, I'm not on commission, folks...)
Kym

- TRACKRANGER
-
Weldmonger
-
Posts:
-
Joined:Wed Aug 06, 2014 12:48 am
-
Location:Melbourne, Australia
Elliotaw wrote: Usually, I will just use stainless steel filler wire as mild steel wire does not work for me.
There's been some good suggestions above, but I also suggest that torch angle should be investigated. Are you holding the torch in a perpendicular aspect to the job. This will assist with two things. 1: keep your gas coverage spread around the weld area, 2: keep the filler wire from 'cooking' in between dips (don't angle your torch continuously onto the filler wire - you mentioned "What I get is a bubbling weld pool.")Elliotaw wrote: Ive not had any success with any filler wires. ER7OS2 to 6 which are the regular wires recommended for mild steel arent really soft enough to run through an english wheel after welding as they are still harder than the surrounding steel.
Keep your arc length really tight.
When TIG welding stainless, presumably the parent material is very clean; when TIG welding vehicle body panels, presumably the immediate area around the weld is painted? How far back from the weld do you grind/sand? Don't try TIG welding paint. That is never going to work.
TIG welding mild steel sure ain't a myth, but it is a technique. The enigma here is that it's really not dramatically different in technique to TIG welding stainless...
Tell us more about how you prepare the panels before welding (paint, grinding, sanding, cleaning)
Hope this assist some.
Trev
EWM Phonenix 355 Pulse MIG set mainly for Aluminum, CIGWeld 300Amp AC/DC TIG, TRANSMIG S3C 300 Amp MIG, etc, etc

On thin panels, material I seem to need clean the back side of pieces before welding to improve the weld.Thin is easy to overheat the material and boil it,causing porosity/bubbling.
Everlast 250EX
Miller 250 syncrowave
Sharp LMV Vertical Mill
Takisawa TSL-800-D Lathe
Coupla Bandsaws,Grinders,surface grinder,tool/cutter grinder
and more stuff than I deserve(Thanks Significant Other)
Miller 250 syncrowave
Sharp LMV Vertical Mill
Takisawa TSL-800-D Lathe
Coupla Bandsaws,Grinders,surface grinder,tool/cutter grinder
and more stuff than I deserve(Thanks Significant Other)
- TRACKRANGER
-
Weldmonger
-
Posts:
-
Joined:Wed Aug 06, 2014 12:48 am
-
Location:Melbourne, Australia
Absolutely! You're not allowed to have anything that could cause contamination, and that goes for both sides of the material.rick9345 wrote:On thin panels, material I seem to need clean the back side of pieces before welding to improve the weld.Thin is easy to overheat the material and boil it,causing porosity/bubbling.
EWM Phonenix 355 Pulse MIG set mainly for Aluminum, CIGWeld 300Amp AC/DC TIG, TRANSMIG S3C 300 Amp MIG, etc, etc
Artie F. Emm
- Artie F. Emm
-
Weldmonger
-
Posts:
-
Joined:Thu Jul 24, 2014 7:53 am
I'll second this one: i used electrical conduit as a sleeve inside a broken lawn mower handle. (TIG welded it just for the seat time.) I had ground the handle and the conduit surfaces to shiny bare metal, but every time i stopped a weld the puddle would take on a life of its own and boil out a ton of crap. My guess is the conduit is hot dipped so the interior surface was still plated, and that was contaminating the weld.rick9345 wrote:On thin panels, material I seem to need clean the back side of pieces before welding to improve the weld.Thin is easy to overheat the material and boil it,causing porosity/bubbling.
Dave
aka "RTFM"
aka "RTFM"

Peter gas weld almost anything he does with sheet metal so there is a strong possibility he gave you such rods.Elliotaw wrote:I visited Peter Tomasini recently and borrowed some really soft pliable wire that he suggested trying. The result... doesnt work. What I get is a bubbling weld pool. The same as I have experienced over the 20 odd years of welding.
He's damn good at it too.
Try some 0,8mm ER70S-6 mig wire on thin sheet, works great and you can reduce heat input a lot too.
Just make sure its a fresh wire without any rust stains or it will drive you crazy.
It is also recommended to use hardened anvils if you plan to wheel over weld joints. You need a stiff frame as well.
Guess you have seen Peters e-wheel beast, that one will crush any weld flat
There is a reason why Peter and many other highly ranked restorers gas weld, the joints come out much softer than any other weld process which makes planishing easier.
Pictures from my scrap collection:
http://forum.weldingtipsandtricks.com/v ... f=9&t=5677
http://forum.weldingtipsandtricks.com/v ... f=9&t=5677
- MosquitoMoto
-
Weldmonger
-
Posts:
-
Joined:Sat Aug 01, 2015 8:38 am
-
Location:The Land Down Under
I'll add another voice to the 'keep the back side clean' crowd.
The only time I've had a mild steel weld turn out really awful was when I was welding a seam on a thin walled elbow piece. It was difficult to get inside the tube to clean it and so I didn't bother as it was only a practise piece. The weld was rubbish and misbehaved right from the start. Lesson learned.
Kym
The only time I've had a mild steel weld turn out really awful was when I was welding a seam on a thin walled elbow piece. It was difficult to get inside the tube to clean it and so I didn't bother as it was only a practise piece. The weld was rubbish and misbehaved right from the start. Lesson learned.
Kym

Also you need a very thin filler rod for 1mm sheet metal. Order 0.030-0.035" straight tig rod. Otherwise you're dumping wayyy more heat into the metal than you need, possibly exacerbating the problem, causing you to chance your own tail.
I'm taking on all your comments. Most of my steel is brand new stock. If its oily I clean it off before I tack up. On painted panels I go back to bare steel on both sides with about one and a half to two inch border. As far as torch angle goes. I've never tried perpendicular. I don't have a foot pedal or variable switch on my torch handle so I usually set my amps and then slightly adjust my angle between say seventy and eighty degrees to adjust the temperature of the pool.

- Braehill
-
Weldmonger
-
Posts:
-
Joined:Sat Jul 06, 2013 11:16 am
-
Location:Near Pittsburgh,Pennsylvania. Steel Buckle of the Rust Belt
Elliotaw,
The gas lens is your friend here and if you can get something behind your joint as a backer that can trap the cover gas you'll see a marked improvement. Gas coverage is paramount in welding thin steel so you can move quickly as to not overheat it without leaving it red hot in your wake. You have to move along without a lot of torch manipulation to keep the heat input down. If the back is accessible you can use a heat sink keep it cooled also, as well as trap gas behind.
I agree with almost everything that was suggested so for but, I'm not in the 90* to the piece for torch angle camp. Anybody who's ever walked the cup on plate or pipe can make beautiful welds with an exaggerated torch angle. Now there is a point where torch angle will draw in atmosphere from behind but it's a lot steeper angle than most suggest. I know what I'm saying here goes against the crowd but that's ok.
I've ran into fits of porosity in Chinese steel that was garbage in the steel itself and the only cure was to get steel from a different supplier at an added cost, but it was worth it. These were structural steel, not sheet metal though.
Len
The gas lens is your friend here and if you can get something behind your joint as a backer that can trap the cover gas you'll see a marked improvement. Gas coverage is paramount in welding thin steel so you can move quickly as to not overheat it without leaving it red hot in your wake. You have to move along without a lot of torch manipulation to keep the heat input down. If the back is accessible you can use a heat sink keep it cooled also, as well as trap gas behind.
I agree with almost everything that was suggested so for but, I'm not in the 90* to the piece for torch angle camp. Anybody who's ever walked the cup on plate or pipe can make beautiful welds with an exaggerated torch angle. Now there is a point where torch angle will draw in atmosphere from behind but it's a lot steeper angle than most suggest. I know what I'm saying here goes against the crowd but that's ok.
I've ran into fits of porosity in Chinese steel that was garbage in the steel itself and the only cure was to get steel from a different supplier at an added cost, but it was worth it. These were structural steel, not sheet metal though.
Len
Now go melt something.
Instagram @lenny_gforce
Len
Instagram @lenny_gforce
Len

Every thread needs pictures 
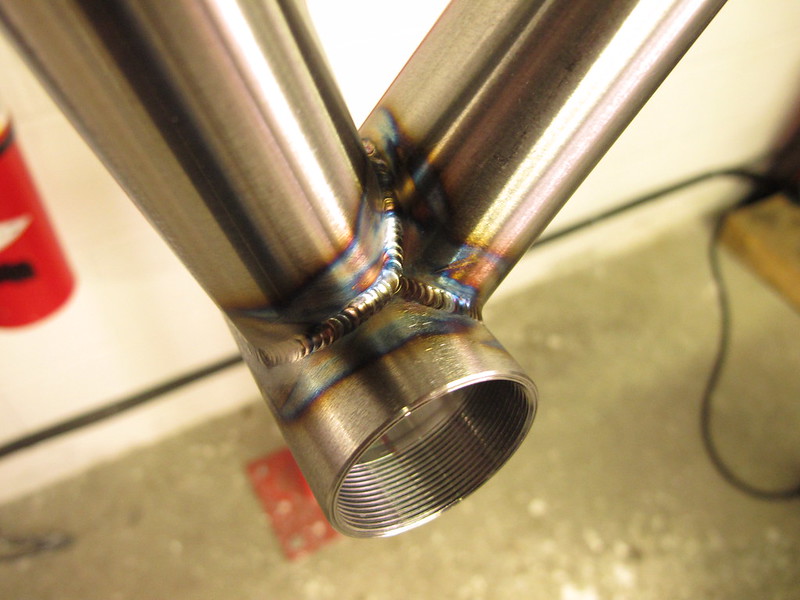
Lonny G by Mike Zanconato, on Flickr
This was done with 0.9 mm er70s2 wire. The tubes are 0.8 mm thick. I clean off the scale on the tube ID about 1/2" in from the tube end. 9 torch, gas lens, #7 cup, 15 CFH, 1/16" 2% lanthanated electrode ground to a long point.
I would start with basics. If you start your arc, get a small puddle, then ease back and extinguish the arc, and leave the torch over that spot for the entire post flow, what do you get? You should get a shiny silver spot. If not, you'll need to do some trouble shooting. Let us know. Hopefully we can help.
Lonny G by Mike Zanconato, on Flickr
This was done with 0.9 mm er70s2 wire. The tubes are 0.8 mm thick. I clean off the scale on the tube ID about 1/2" in from the tube end. 9 torch, gas lens, #7 cup, 15 CFH, 1/16" 2% lanthanated electrode ground to a long point.
I would start with basics. If you start your arc, get a small puddle, then ease back and extinguish the arc, and leave the torch over that spot for the entire post flow, what do you get? You should get a shiny silver spot. If not, you'll need to do some trouble shooting. Let us know. Hopefully we can help.
Nice pics of course! I still prefer the Imperial Units though. You know, on some of your pics that have the weld beads more "zoomed in", I can almost decipher the pulse parameters by looking at the minuscule ripples. Trying to hone my own skills by reading between the lineszank wrote:Every thread needs pictures
This was done with 0.9 mm er70s2 wire. The tubes are 0.8 mm thick. I clean off the scale on the tube ID about 1/2" in from the tube end. 9 torch, gas lens, #7 cup, 15 CFH, 1/16" 2% lanthanated electrode ground to a long point.
I would start with basics. If you start your arc, get a small puddle, then ease back and extinguish the arc, and leave the torch over that spot for the entire post flow, what do you get? You should get a shiny silver spot. If not, you'll need to do some trouble shooting. Let us know. Hopefully we can help.
Last edited by Oscar on Wed Aug 12, 2015 4:09 pm, edited 1 time in total.
Wow , thanks for the huge response and help from everyone.
The gas lens kit and lanthanated electrodes came in the post today. I've been crazy busy with work and come home to a hectic household as we have 3 teenage boys and a younger wanna be teenager. I did very very quickly fit the kit and run a 2 second bead with no preparation, just grabbed an offcut of scrap dirty steel. Definately an improvement 1000% so were heading in the right direction. I will endevour to find more time to reply to all the suggestions here.
Elliot
P.S. I see a lot of you guys on the wrong side of the pond are quoting gas flow in CFH, whereas I only know litres per minute. Whats the conversion rate ?
The gas lens kit and lanthanated electrodes came in the post today. I've been crazy busy with work and come home to a hectic household as we have 3 teenage boys and a younger wanna be teenager. I did very very quickly fit the kit and run a 2 second bead with no preparation, just grabbed an offcut of scrap dirty steel. Definately an improvement 1000% so were heading in the right direction. I will endevour to find more time to reply to all the suggestions here.
Elliot
P.S. I see a lot of you guys on the wrong side of the pond are quoting gas flow in CFH, whereas I only know litres per minute. Whats the conversion rate ?
Isnt everybody on the wrong side of rhe pond for you Aussies ? 
There is a great conversion tool for free at joshmadison.com
There is a great conversion tool for free at joshmadison.com
Pictures from my scrap collection:
http://forum.weldingtipsandtricks.com/v ... f=9&t=5677
http://forum.weldingtipsandtricks.com/v ... f=9&t=5677
I'm not an aussie, I just emigrated here...AndersK wrote:Isnt everybody on the wrong side of rhe pond for you Aussies ?
There is a great conversion tool for free at joshmadison.com
Great link by the way, thanks. I assume that CFH is cubic feet per hour ??
15 CFH converts to 7 lpm, which is bang on what I normally run.
Artie F. Emm
- Artie F. Emm
-
Weldmonger
-
Posts:
-
Joined:Thu Jul 24, 2014 7:53 am
[quote="Braehill"]... fits of porosity in Chinese steel that was garbage in the steel itself... These were structural steel/quote]
Not to hijack the thread... but this scares the heck out of me. Flawed structural steel! Coming soon to a bridge near you!
Not to hijack the thread... but this scares the heck out of me. Flawed structural steel! Coming soon to a bridge near you!
Dave
aka "RTFM"
aka "RTFM"
- Braehill
-
Weldmonger
-
Posts:
-
Joined:Sat Jul 06, 2013 11:16 am
-
Location:Near Pittsburgh,Pennsylvania. Steel Buckle of the Rust Belt
Artie,
I should have said light structural, as in 1/8" x 2" x 2" angle and some c-channel, not bridge beams. Sorry.
I don't know if the steel in bridges is or isn't coming from there. I could ask my brother, he's the bridge builder in the family.
Len
I should have said light structural, as in 1/8" x 2" x 2" angle and some c-channel, not bridge beams. Sorry.
I don't know if the steel in bridges is or isn't coming from there. I could ask my brother, he's the bridge builder in the family.
Len
Now go melt something.
Instagram @lenny_gforce
Len
Instagram @lenny_gforce
Len
Didnt they all?Elliotaw wrote:
I'm not an aussie, I just emigrated here....
Pictures from my scrap collection:
http://forum.weldingtipsandtricks.com/v ... f=9&t=5677
http://forum.weldingtipsandtricks.com/v ... f=9&t=5677

- Otto Nobedder
-
Weldmonger
-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
Not necessarily by choice...AndersK wrote:Didnt they all?Elliotaw wrote:
I'm not an aussie, I just emigrated here....
My cousin went there, and while passing through customs was asked, "Do you have a criminal record?"
My smart-ass cousin replied, "I didn't think I'd need one to get in..."
Steve S
Return to “Tig Welding - Tig Welding Aluminum - Tig Welding Techniques - Aluminum Tig Welding”
Jump to
- Introductions & How to Use the Forum
- ↳ Welcome!
- ↳ Member Introductions
- ↳ How to Use the Forum
- ↳ Moderator Applications
- Welding Discussion
- ↳ Metal Cutting
- ↳ Tig Welding - Tig Welding Aluminum - Tig Welding Techniques - Aluminum Tig Welding
- ↳ Mig and Flux Core - gas metal arc welding & flux cored arc welding
- ↳ Stick Welding/Arc Welding - Shielded Metal Arc Welding
- ↳ Welding Forum General Shop Talk
- ↳ Welding Certification - Stick/Arc Welding, Tig Welding, Mig Welding Certification tests - Welding Tests of all kinds
- ↳ Welding Projects - Welding project Ideas - Welding project plans
- ↳ Product Reviews
- ↳ Fuel Gas Heating
- Welding Tips & Tricks
- ↳ Video Discussion
- ↳ Wish List
- Announcements & Feedback
- ↳ Forum News
- ↳ Suggestions, Feedback and Support
- Welding Marketplace
- ↳ Welding Jobs - Industrial Welding Jobs - Pipe Welding Jobs - Tig Welding Jobs
- ↳ Classifieds - Buy, Sell, Trade Used Welding Equipment
- Welding Resources
- ↳ Tradeshows, Seminars and Events
- ↳ The Welding Library
- ↳ Education Opportunities