Page 1 of 1
Second Beads
Posted: Sun Aug 02, 2015 4:54 pm
by Boyracer
Raining all day, so I had some more time to practice. The following pics are what I did today in order. On 11 ga plate I used .023 wire and factory settings on the welder.
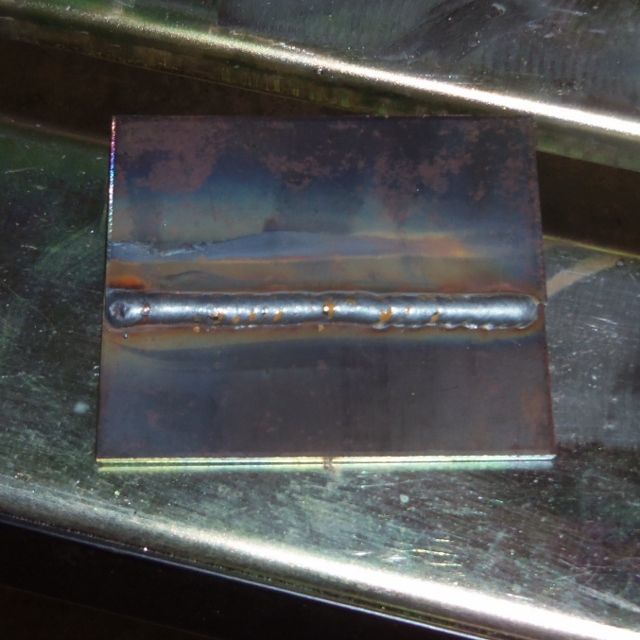
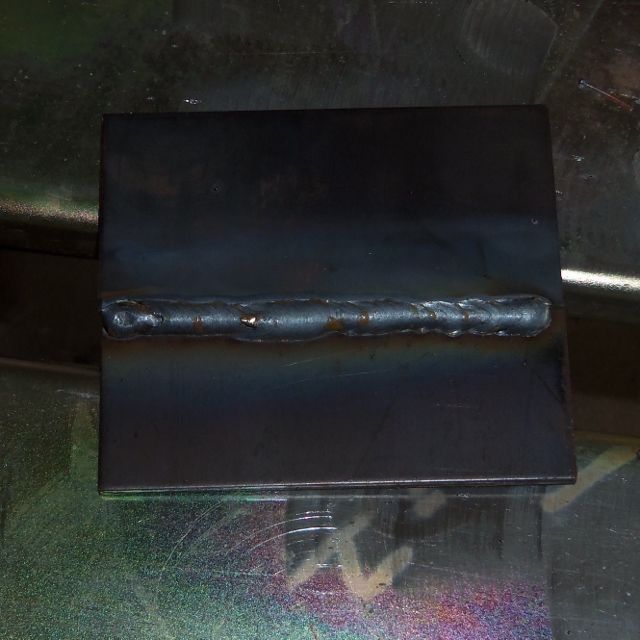
I used up all my .023 and changed to .030. Those welds were real ugly at first. I got them to look better but, I think I'll be more comfortable with .023. Is that something that beginners usually experience? These welds were all 4 inches long. It's occurred to me that most of my welds as a hobbyist will most likely be in the two inch range. I've tried to improve where I stop. It needs work.
I had just bought a new Lincoln Square Wave 175. It came with a new helmet. Holy Smokes What a difference between that and the one that came with my Hobart welder. I can actually see what I'm doing.
Re: Second Beads
Posted: Mon Aug 03, 2015 4:55 pm
by Shield Arc
They all look cold to me. I would turn up the voltage. Or maybe your travel speed was too slow.
Re: Second Beads
Posted: Mon Aug 03, 2015 9:59 pm
by Boyracer
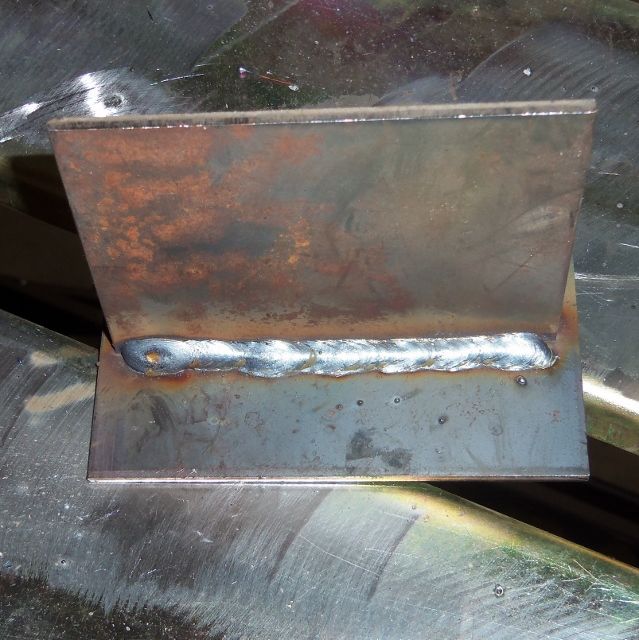
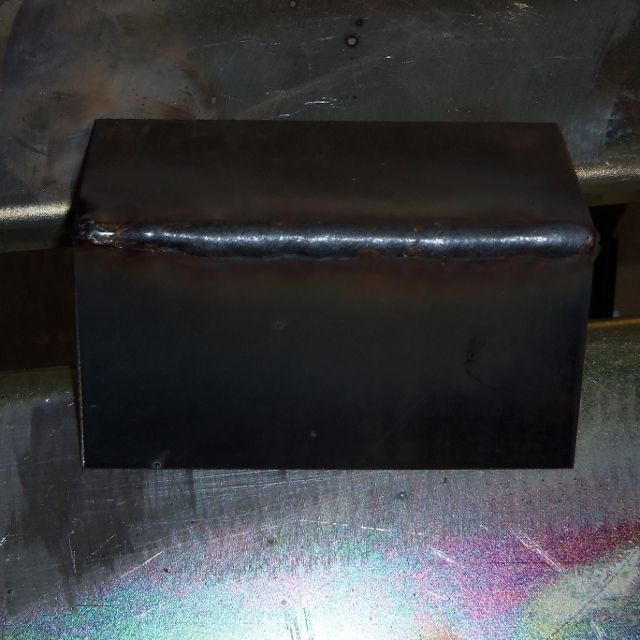
Thanks. That's what I thought, too. The only one that looked as if there was any penetration was the last photo.
Re: Second Beads
Posted: Mon Aug 03, 2015 10:46 pm
by Superiorwelding
The beads are fairly consistent. Turning up the voltagr will have the opposite effect lowering the amperage. Voltage controls arc cone, wire feed speed the amperage. You need more amperage to flatten those brads out and to reduce your cold lap at the toes.
Sorry Shield Arc, had to correct you.

-Jonathan
Re: Second Beads
Posted: Tue Aug 04, 2015 6:22 am
by Shield Arc
Yeah, well I’ve only been welding for a few weeks now!

Turing the wire speed up, does increase the AMPS, but also shoves more wire into the puddle. If you increase the volts, the puddle will flow more / wet out. Now if he had an inductance control, / Pinch that would really help!

Re: Second Beads
Posted: Tue Aug 04, 2015 8:29 am
by Boyracer
The T-joint weld seems to have "wetted out" more to me. In addition, the "cold joints seem to have a grey appearance as if there was slag lying on the joint.
With the .023 wire the machine is set with voltage at 3 out of 4 settings and a wire speed of 85 out of 100. These are factory recommended settings for 11 gauge material using C25 gas. I'll have to try the same type joints with the .030 wire I have loaded now and see if the results look better. I'm looking at the bright side here: at least I'm going in a straight line.
P.S. I'd be remiss if I didn't mention that watching Jody's haven't been a big help.
Re: Second Beads
Posted: Tue Aug 04, 2015 1:55 pm
by Superiorwelding
Shield Arc wrote:Yeah, well I’ve only been welding for a few weeks now!
Turing the wire speed up, does increase the AMPS, but also shoves more wire into the puddle. If you increase the volts, the puddle will flow more / wet out. Now if he had an inductance control, / Pinch that would really help!
Well, we are both right. Turning up the voltage will widen the arc cone and help with the toes and turning up the wire speed will increase the amperage sinking that puddle in the material a little better. I love it when a plan comes together.
-Jonathan



