
I always liked the buildpro, demmeler etc type of tables but they were too expensive for me so I thought about making one myself.
So far I have ordered 8pcs of 198x1000mm 20mm thick plate as well as the square tubing (1pc 6m 60x60x5mm and 1pc 60x60x3.2mm).
I got an estimate to have the plates cut and drilled on a water jet but the price was really high (understandably) so I figured I would get myself a magnetic drill for the same price and I get to keep it in the end. :p
 Alfra RB 35 SP by Taz00, on Flickr
Alfra RB 35 SP by Taz00, on FlickrI want to drill 16mm holes in a 50mm square pattern. This equates to 4x20=80 holes per plate so 640 holes for the whole table

Here is an initial sketch of the table. Do not be too hard on me, I started learning to use solidworks last week (boy is it completely different to autocad...)
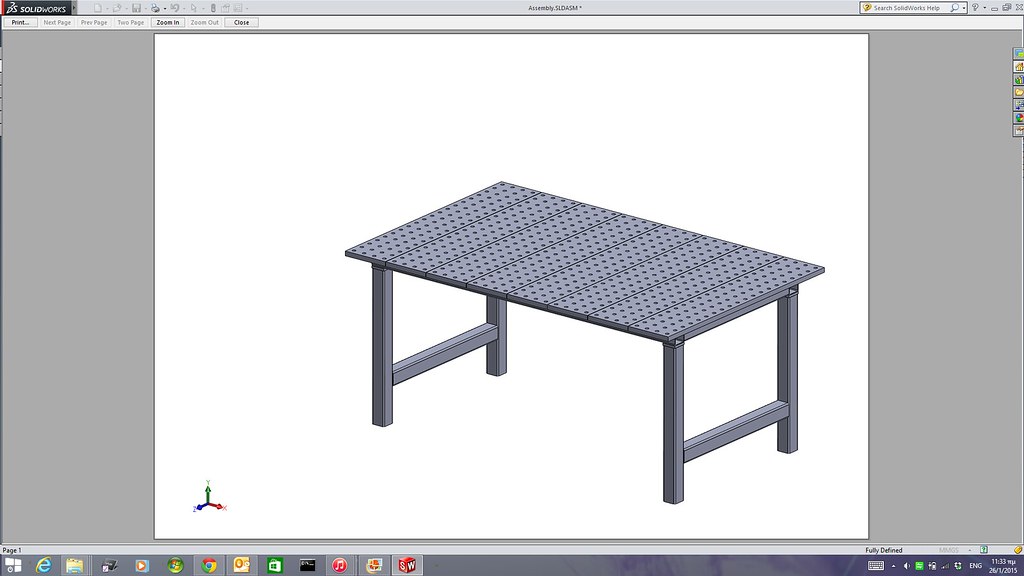 Screenshot 2015-01-26 11.33.58 by Taz00, on Flickr
Screenshot 2015-01-26 11.33.58 by Taz00, on FlickrThe plates will be bolted on the top of the table and I will make an insert with strips and water tray that could be placed on top instead of 2-3 plates and be used for plasma cutting (no drawing on that so far, I will figure out the exact configuration after the table is built.
As far as tooling is concerned for starters I intend on modifying a lot of clamps to something like this http://www.stronghandtools.com/build...rta_clamps.php
I have a lathe (and a vertical milling slide) so it should not be difficult at all.
I also want to make some stops and rest buttons and go from there.
Generally the idea is to make most of the accessories myself. The 16mm diameter was selected since both buildpro and demmeler use it so I could buy a particular accessory from them if I need it and cannot make it myself.
Holes will not be threaded.
I will try to take some pictures as the build progresses












