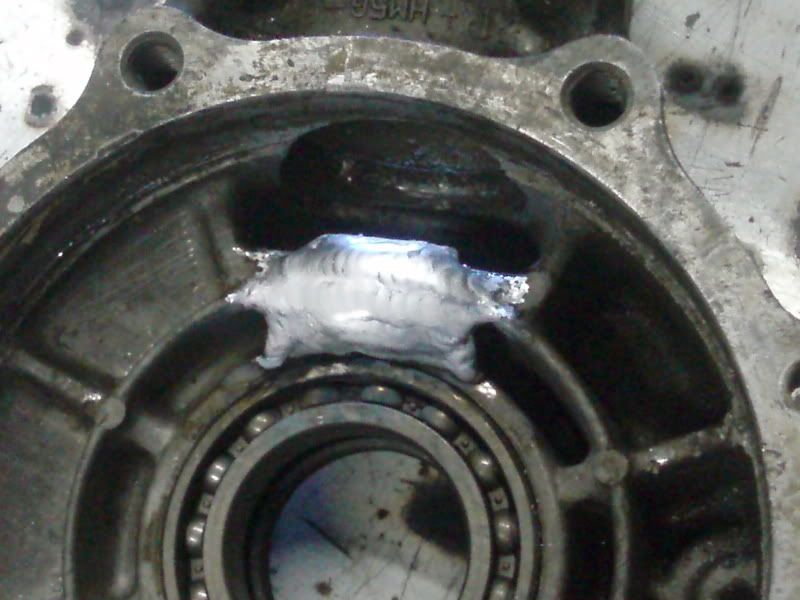
Tricky with respect that it has been filled with hypoid it's entire life. This typically involves cooking the oil out of the cast, tinning the area to be welded until all of the contaminate is brought to the surface and then ground back to new, fresh aluminum. This is a differential to a 4 wheeler that someone restored. The pilot bushing hole for the drive shaft pinion was worn through. He ordered another used differential and it had the exact same problem, perhaps even worse. Typically with cast, at least from my experience, you want to leave as much buildup as you can without being ridiculous. I ended up building this up larger and with tying it into surrounding structural webbing. Ring gear still clears well at any rate. I left the old bearing in there to help hold the shape and to keep from burning thru to the bearing cavity. It was still a nice fit with the new bearing being 'nearly' a press fit like you would expect in this situation.
Some precision air saw machining

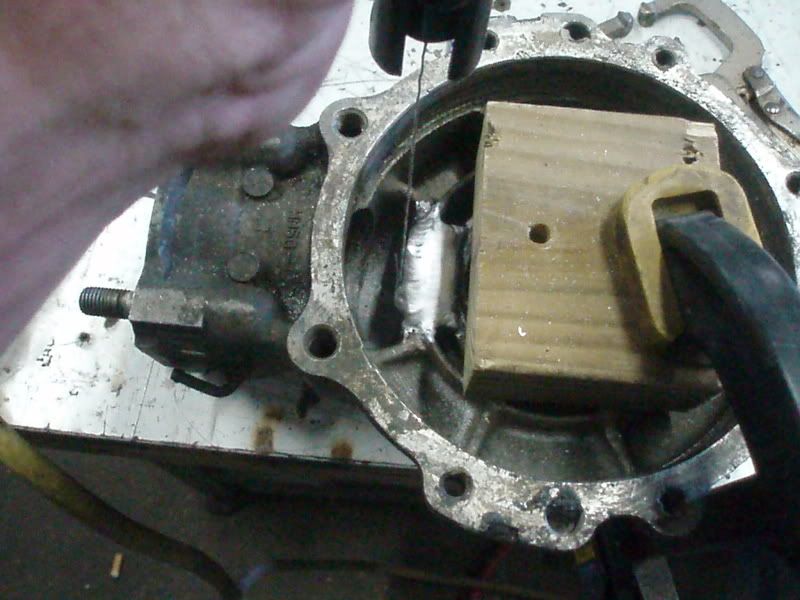
A little file work and it's good to go.

It appears as if the little spider legs I have coming off the weld are not fused, but anyone who has ever welded contaminated cast, or even new cast for that matter, can attest that you could chase these end points indefinitely. Either a little cold overlap, pit or undercut. AC The other option would be to terminate it with a die grinder, but that just looks more 'patchy' than it is already. As long as "we" know it's done. This is almost always one of those, "It looks good, leave it alone" situations.
250 Syncrowave,175 amps, 1/8" tungsten, 5356 filler, hi-frequency set at 100, manually pulsed.
Miller ABP 330, Syncrowave 250, Dynasty 300 DX.
Honorary member of the Fraternity of Faded Tee Shirts.


















