
Hello. I have a small 110 welder that seems to only be designed for gasless fluxcore as it does have a gas attachment that I have used with a small 25/75 canister but the available thickness levels are much reduced to gauge metals where as the flux core wire can do up to 3/16. Other than getting a pretty bead I don't get very good penetration with gas even when using .020 wire. The flux core gets me decent penetration and I can use it with a fan blowing on me, but each pass requires significant cleaning before a second pass can be done. Other than the cleaning issue, flux core has all the benefits and gas seems to look good and has less penetration and gas depedancies and a sneeze can screw me up.
So what's the point of running gas on a small machine when it is obviously built for fluxcore use. Does the cost of the fluxcore wire equal or outweigh the cost and rental of an argon-shield canister? And constant fill ups?
We got this unit for mobility cause we do Installs in factories and remote locations but with a 30p draw it will blow breakers left an right on 90% of the plugs that are available to me in those locations and out generator can keep up either and it is a 30amp generator too. The unit has never overheated, only ever tripped breakers. So I need the best weld I can get for the least draw on the unit/breaker.
mig and flux core tips and techniques, equipment, filler metal

- Otto Nobedder
-
Weldmonger

-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
You are forever limited in the power factor using a 110 unit.
The only point to using gas on a 110 unit is thinwall tubing and, as you stated, light-gauge material.
If you're actually doing installs of any kind in factories, people may be silently mocking you for this machine. Stick to the flux-core, which performs adequately. The upgrade options are a full-on inverter machine (which can do halfway decent on a 20A 110 circuit), or get a good general use machine for commercial/industrial work.
Pay attention to what's available where you do the most work. Is it 30A 460 3-phase? (Very common.)
If you work in a wide range of electrical environments, maybe you could find a craigslist deal on a Miller Bobcat that will either drive a remote feeder or provide the current for an inverter with the juice for the job.
The MIGpak 140 is a hobby unit on gas, and a light mechanic unit on FC.
Steve S
The only point to using gas on a 110 unit is thinwall tubing and, as you stated, light-gauge material.
If you're actually doing installs of any kind in factories, people may be silently mocking you for this machine. Stick to the flux-core, which performs adequately. The upgrade options are a full-on inverter machine (which can do halfway decent on a 20A 110 circuit), or get a good general use machine for commercial/industrial work.
Pay attention to what's available where you do the most work. Is it 30A 460 3-phase? (Very common.)
If you work in a wide range of electrical environments, maybe you could find a craigslist deal on a Miller Bobcat that will either drive a remote feeder or provide the current for an inverter with the juice for the job.
The MIGpak 140 is a hobby unit on gas, and a light mechanic unit on FC.
Steve S

There's nothing wrong with your welder.
Flux core wire is Electrode negative, ground clamp positive.
while solid core is electrode positive. ground clamp negative.
Check your polarity...
For your operator's manual, Enter 11440 as your search by code number
http://www.lincolnelectric.com/en-us/su ... nuals.aspx
Flux core wire is Electrode negative, ground clamp positive.
while solid core is electrode positive. ground clamp negative.
Check your polarity...
For your operator's manual, Enter 11440 as your search by code number
http://www.lincolnelectric.com/en-us/su ... nuals.aspx
- Otto Nobedder
-
Weldmonger
-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
Polarity has no bearing on tripping breakers... The AC side does not care which direction the current flows on the DC side.
Steve S
Steve S
There are two separate issues at play.
The operator's manual states an input current of 20 amps and most breakers are 15 amp.
If the unit is pulling more than 20 amps, then there is definitely an issue with the unit.
The second issue was the poor penetration which was due to not setting the proper polarity.
The operator's manual states an input current of 20 amps and most breakers are 15 amp.
If the unit is pulling more than 20 amps, then there is definitely an issue with the unit.
The second issue was the poor penetration which was due to not setting the proper polarity.
I've always followed the polarity, swapped back and forth several times that day for testing. and tripping breaks wasn't really the issue either as even in my own shop I know I am on a 15 amp breaker so I weld in bursts. The welder does a great job with multiple passes I can get a 1/2"ish wide strip of weld in a 1/4 T joint and its solid.
The main reason is why even bother with gas and solid core wire at all if the benefits are merely superficial. The only other option I can see is if I want to hook up a spool gun kit but even then that's kinda pointless for me as I already have on for my power mig 255. They should have just built the machine for flux core and left it at that.
If I had the power to do so I'd have stick welded the stairs I had just installed instead of multiple passes of FC. But I couldn't really do that. Also for a lot of places I can't run a generator anywhere near where I install things often time the factories are still in production while I am working or they are food places when I can run a diesel/gas generator inside and the locations are often so far away that sever hundred feet of cabling would be needed to reach outside.
I think I am just for confused with the point of the available options for my machine than the fact that I even need them. Some biased information from when I went to school had me thinking that using the gas setup would get me cleaner deeper penetrating welds if I used gas. But really the whole option is moot unless I absolutely had to have a second spool gun setup.
The main reason is why even bother with gas and solid core wire at all if the benefits are merely superficial. The only other option I can see is if I want to hook up a spool gun kit but even then that's kinda pointless for me as I already have on for my power mig 255. They should have just built the machine for flux core and left it at that.
If I had the power to do so I'd have stick welded the stairs I had just installed instead of multiple passes of FC. But I couldn't really do that. Also for a lot of places I can't run a generator anywhere near where I install things often time the factories are still in production while I am working or they are food places when I can run a diesel/gas generator inside and the locations are often so far away that sever hundred feet of cabling would be needed to reach outside.
I think I am just for confused with the point of the available options for my machine than the fact that I even need them. Some biased information from when I went to school had me thinking that using the gas setup would get me cleaner deeper penetrating welds if I used gas. But really the whole option is moot unless I absolutely had to have a second spool gun setup.
- Otto Nobedder
-
Weldmonger
-
Posts:
-
Joined:Thu Jan 06, 2011 11:40 pm
-
Location:Near New Orleans
And he states his 30A generator can't take the heat, either.
There's a current-draw issue to be resolved before polarity becomes an issue. The machine must continue to run, before it's running "wrong".
Steve S
There's a current-draw issue to be resolved before polarity becomes an issue. The machine must continue to run, before it's running "wrong".
Steve S
here's a blurry pic of the settings
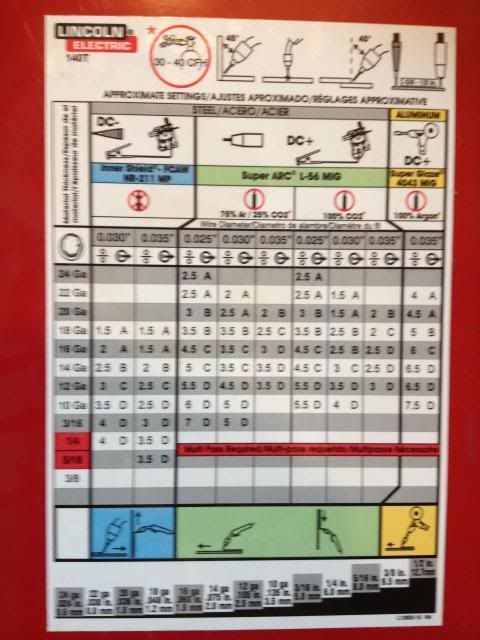
as you can see FC has the lead in versatility. so why would anyone buy gas or even bother with it. unless someone had a lot of extra solid core wire laying around.

as you can see FC has the lead in versatility. so why would anyone buy gas or even bother with it. unless someone had a lot of extra solid core wire laying around.
Your manual also shows a 20% duty cycle at only 90 amps.
I don't hazard to guess what the duty cycle is at 140 amps?
It also indicates to use a 25 amp breaker if you add a 50 ft, 12 AWG extension cord.
The chart that you posted pretty much says it all. You have the wrong machine for the job.
I don't hazard to guess what the duty cycle is at 140 amps?
It also indicates to use a 25 amp breaker if you add a 50 ft, 12 AWG extension cord.
The chart that you posted pretty much says it all. You have the wrong machine for the job.

When welding 1/8" or less with that machine, why would you use flux core? Why would you clean off slag if you don't have to? Why would you dump in more heat than you need to? If you are not using it outside on a windy day, or welding slightly dirty/rusted metal why would you opt for flux core period?
You assume that flux core has the lead in versatility? Why? Cause it can weld the "thick" stuff listed on the chart? Cause the chart shows numbers in all the rows and columns? Try using it on repair to put in a patch in an auto body panel that is rusted some what .... as compared to doing that with 0.023 ER70S6 with C25 gas and then tell me again flux core is still more versatile. I don't think you will.
That machine you have is good for it's intended uses. Relatively short welds on thin material. I use mine for auto body sheet metal work and for small non structural tid bits around the house/shop (chairs/stools/small hooks for hang junk on, etc). I use that machine for that stuff since it is, quite frankly perfect for that kind of stuff, and I say that because of the small gun and the machines portability,etc. I certainly wouldn't be welding stairs together with it (with flux core or solid wire). For that I would be using something much larger (e.g. my MM252 or my stick welder). And quite frankly I wouldn't be using my MM252 for out of shop job's either since it really is a pain with respect to portability, not that it couldn't be done, but it's a pain. If I did a lot of out of shop work I'd have a portable industrial size welder with it's own power source AND a portable industrial sized welder that I could plug into the power at most industrial sites.
You assume that flux core has the lead in versatility? Why? Cause it can weld the "thick" stuff listed on the chart? Cause the chart shows numbers in all the rows and columns? Try using it on repair to put in a patch in an auto body panel that is rusted some what .... as compared to doing that with 0.023 ER70S6 with C25 gas and then tell me again flux core is still more versatile. I don't think you will.
That machine you have is good for it's intended uses. Relatively short welds on thin material. I use mine for auto body sheet metal work and for small non structural tid bits around the house/shop (chairs/stools/small hooks for hang junk on, etc). I use that machine for that stuff since it is, quite frankly perfect for that kind of stuff, and I say that because of the small gun and the machines portability,etc. I certainly wouldn't be welding stairs together with it (with flux core or solid wire). For that I would be using something much larger (e.g. my MM252 or my stick welder). And quite frankly I wouldn't be using my MM252 for out of shop job's either since it really is a pain with respect to portability, not that it couldn't be done, but it's a pain. If I did a lot of out of shop work I'd have a portable industrial size welder with it's own power source AND a portable industrial sized welder that I could plug into the power at most industrial sites.
noddybrian
- noddybrian
-
Weldmonger
-
Posts:
-
Joined:Thu Jan 24, 2013 12:13 pm
OK - slightly unfamiliar territory here as we only have 220/240 single phase here - but if your saddled with trying to use 110volt are there not circuits with higher ratings available - if you take the wattage of a tumble dryer or washing machine for example - or even a kettle - these will tend to be in the 2.5kw > 3.0kw range ( UK anyhow ) - so would these appliances not be connected to around 30 amp breakers( logically ) - can you use one of those - the other thing is what type of breaker are you using - ( again UK ) they all look the same & fit - but there is a common type used for resistive loads for domestic use - they trip at very close to their rating almost instantly - but there is a second type that you would fit for reactive loads ( anything that creates surges in laymans terms - these have a delay built in that allows a significant overcurrent for a short time without tripping to allow for example motors to start up - this is what you want for a welder as they create significant surge loads - can you swap to this type if you have'nt already.
This next suggestion may get electricians a bit anxious -( based on a practice here which is not illegal but raises an eyebrow now and again - our indoor power is a ring main with 32amp breakers - the standard power plug is fused at 13amps but it is very common to have a double socket on that & they are rated at 20amps at any one location - so for site work emergency use or trying to use a welder at a house I have a lead made with two 13amp plugs joined into one industrial type used on the welders power cable - now I have doubled my available power while connected to a standard outlet.
If your using such low amp trips I assume there will be a number of them supplying different outlets - if they are not too far apart is it possible to run two extension cords from different circuits ( assuming they are connected to the same phase at supply or it could get interesting ! ) and make up a small adapter that joins these into one connector that you then plug the welder into.
If the above advice is dangerous or makes no sense with how power is distributed in your country please ignore it - only do what you feel is safe - just trying to see a way round your problem & am not familiar with power in the USA.
This next suggestion may get electricians a bit anxious -( based on a practice here which is not illegal but raises an eyebrow now and again - our indoor power is a ring main with 32amp breakers - the standard power plug is fused at 13amps but it is very common to have a double socket on that & they are rated at 20amps at any one location - so for site work emergency use or trying to use a welder at a house I have a lead made with two 13amp plugs joined into one industrial type used on the welders power cable - now I have doubled my available power while connected to a standard outlet.
If your using such low amp trips I assume there will be a number of them supplying different outlets - if they are not too far apart is it possible to run two extension cords from different circuits ( assuming they are connected to the same phase at supply or it could get interesting ! ) and make up a small adapter that joins these into one connector that you then plug the welder into.
If the above advice is dangerous or makes no sense with how power is distributed in your country please ignore it - only do what you feel is safe - just trying to see a way round your problem & am not familiar with power in the USA.
First: Thanks Poptm for actually answering my question, why use one vs the other on this machine. I have used this machine on body panels rusty an new all the time. Rat-rodded my buddies VW bug with one. never had any problems with the FC end of it really as i always clean my welds if needed.
really i was trying to get the most bang for my amp usage and to figure out which out be better.
the fact it blows breakers is not a mystery i could add in a new break at any time but i would have to run new wire. I haven't done so yet as my shop in the barn is getting 3phase and we are moving the panel are rewiring everything anyways. We just need to wait for some major projects to clear first so we can dig up our driveway.
stronger machines make sense, but using them in some factories is also a huge issue as some of the places are around 100 years old and are wired up by hundred of companies/people in house and sub-contracted. when i installed the stair i blew a breaker once and a 30 breaker panel was right beside the outlet bank. the breaker didn't blow there and who knows where it really went so i just changed the plug i used.
I know its not the best machine and i pre-built the stairs with our 220 inhouse machine. the welds look great and there is more than i need after 3 passes. I wish i could have a mobile stick welder.
problem is also i have to convince my boss (he is Not a welder at all) that what he knows and what the welding supplies salesmen are telling him isn't accurate, or not all the whole truth.
really i was trying to get the most bang for my amp usage and to figure out which out be better.
the fact it blows breakers is not a mystery i could add in a new break at any time but i would have to run new wire. I haven't done so yet as my shop in the barn is getting 3phase and we are moving the panel are rewiring everything anyways. We just need to wait for some major projects to clear first so we can dig up our driveway.
stronger machines make sense, but using them in some factories is also a huge issue as some of the places are around 100 years old and are wired up by hundred of companies/people in house and sub-contracted. when i installed the stair i blew a breaker once and a 30 breaker panel was right beside the outlet bank. the breaker didn't blow there and who knows where it really went so i just changed the plug i used.
I know its not the best machine and i pre-built the stairs with our 220 inhouse machine. the welds look great and there is more than i need after 3 passes. I wish i could have a mobile stick welder.
problem is also i have to convince my boss (he is Not a welder at all) that what he knows and what the welding supplies salesmen are telling him isn't accurate, or not all the whole truth.
Return to “Mig and Flux Core - gas metal arc welding & flux cored arc welding”
Jump to
- Introductions & How to Use the Forum
- ↳ Welcome!
- ↳ Member Introductions
- ↳ How to Use the Forum
- ↳ Moderator Applications
- Welding Discussion
- ↳ Metal Cutting
- ↳ Tig Welding - Tig Welding Aluminum - Tig Welding Techniques - Aluminum Tig Welding
- ↳ Mig and Flux Core - gas metal arc welding & flux cored arc welding
- ↳ Stick Welding/Arc Welding - Shielded Metal Arc Welding
- ↳ Welding Forum General Shop Talk
- ↳ Welding Certification - Stick/Arc Welding, Tig Welding, Mig Welding Certification tests - Welding Tests of all kinds
- ↳ Welding Projects - Welding project Ideas - Welding project plans
- ↳ Product Reviews
- ↳ Fuel Gas Heating
- Welding Tips & Tricks
- ↳ Video Discussion
- ↳ Wish List
- Announcements & Feedback
- ↳ Forum News
- ↳ Suggestions, Feedback and Support
- Welding Marketplace
- ↳ Welding Jobs - Industrial Welding Jobs - Pipe Welding Jobs - Tig Welding Jobs
- ↳ Classifieds - Buy, Sell, Trade Used Welding Equipment
- Welding Resources
- ↳ Tradeshows, Seminars and Events
- ↳ The Welding Library
- ↳ Education Opportunities