My first experience with this was back in 1999 or 2000 when I was a QC manager at a structural steel fabricator and was responsible for the quality and welding at two fabrication plants. The shop super from the satellite plant calls me up one day and says he needs some help repairing some structural steel that has cracked in the copes after galvanizing.
My first thought was that the fitter/welder had not properly radiused the copes and that the crack had initiated from a sharp inside corner or gouge mark. I get in the company truck and make the 3 hour trip thinking about this the entire time. I get there and find a truck load(40,000#'s) of steel with cracks. One in particular was a A992 W24x104 beam that was 30 feet long with copes on both ends, and a crack started in the cope and travelled down the "k" area(radius portion of the beam where the flange and web meet) for about 26 feet of the 30 foot beam. Whoa! So I take a look at the beams (all W24x104's) as they are being taken off the truck, one by one. Each one has cracks of varying lengths radiating out of the coped out areas. To me the workmanship of the cuts looked fine, and had enough radius, and was ground smooth.
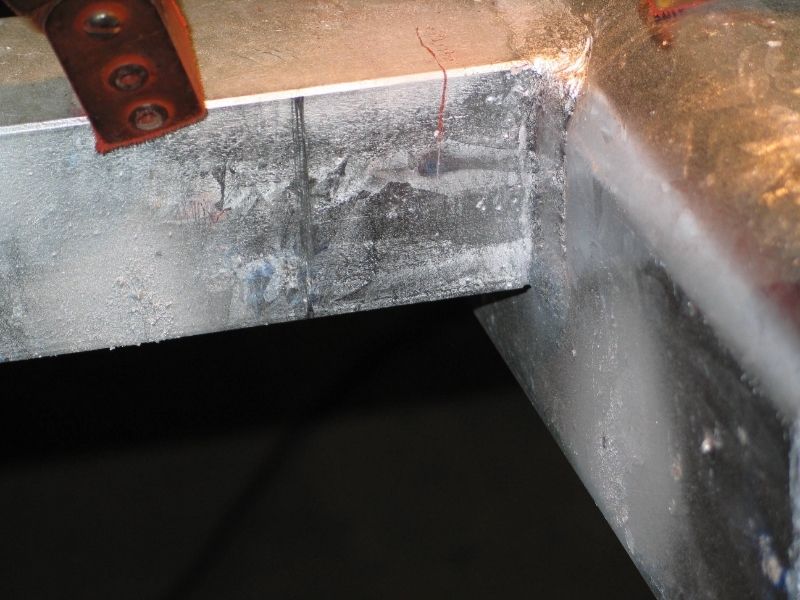
Here is a pic of what I'm speaking about(this is not pics of the W24x104's)


Some of the cracks were completely hidden to the naked eye which leads me to believe the cracking took place while in the 850°F zinc bath because the molten zinc had filled the crack and hid it from your eye. Several like this were only found because I used MT(magnetic particle) on them and the red iron powder gathered at the flux leakage showing the cracks. I made it a routine procedure to inspect every piece of galvanized material with MT from that point forward before shipping the material to the job site.
Anyone else had this experience with hot dipped materials?